



























14 |
OFF
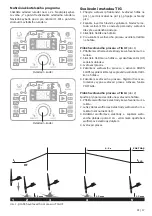
Ovládací n-kodér Tlačítko přepínání průběhů
TIG HF
DC
TIG DC
- Nastavení funkce PULSE
(dolní proud)
Nastavením hodnoty dochází k určení dolního svařova-
cího proudu I
2
pulzu. Aktivací této funkce dochází ke sní-
žení tepelného zatížení svařovaného materiálu. Aktivace
se provádí postupným stisknutím ovládacího n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání
průběhů
Tlačítko
přepínání režimů
TIG HF
DC
TIG DC
- Nastavení funkce DUTY CYCLE
(balanc proudů)
Funkce umožňuje nastavení poměru mezi hlavním sva-
řovacím proudem a pulzním proudem I
2
. Snižováním
hodnoty pulzního proudu dochází ke snížení tepelného
zatížení a penetrace svařovaného materiálu.
OFF
Ovládací n-kodér Tlačítko přepínání
průběhů
Tlačítko
přepínání režimů
TIG HF
DC
TIG DC
- Nastavení funkce
FREQUENCY PULSE
(frekvence pulzu)
Funkce umožňuje nastavení frekvence hlavního svařo-
vacího proud a dolního pulzního proudu I
2
. Zvyšováním
frekvence pulzu dochází ke snížení tepelné deformace
materiálu a zúžení svarové lázně. Aktivace se provádí po-
stupným stisknutím ovládacího n-kodéru.
OFF
Ovládací n-kodér Tlačítko přepínání
průběhů
Tlačítko
přepínání režimů
TIG HF
DC
TIG DC
- Vypnutí funkce
PULSE / SPOT WELDING
Opakovaným stisknutím tlačítka přepínání režimů pře-
pněte do pozice OFF.
CZ







































































