



























18 |
5. Zakončení svařovacího procesu a aktivace DOWN
SLOPE (vyplnění kráteru) se provádí oddálením
wolframové elektrody na cca 8 - 10 mm od svařova-
ného materiálu.
6. Opětovné přiblížení - svařovací proud se snižuje po
nastavenou dobu na nastavenou hodnotu koncového
proudu (např. 10 A) - vyplnění kráteru.
7. Zakončení svařovacího procesu. Digitální řízení auto-
maticky vypne svařovací proces.
Vypněte plyn pomocí ventilku na svařovacím hořáku.
Svařovací invertory umožňují svařovat metodou TIG s
dotykovým startem. Metoda TIG je velmi efektivní pře-
devším pro svařování nerezových ocelí.
Přepněte stroj do
režimu TIG.
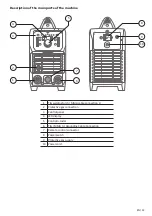
Připojení svařovacího hořáku a kabelu:
Zapojte svařovací hořák na mínus pól a zemnící kabel na
plus pól - přímá polarita.
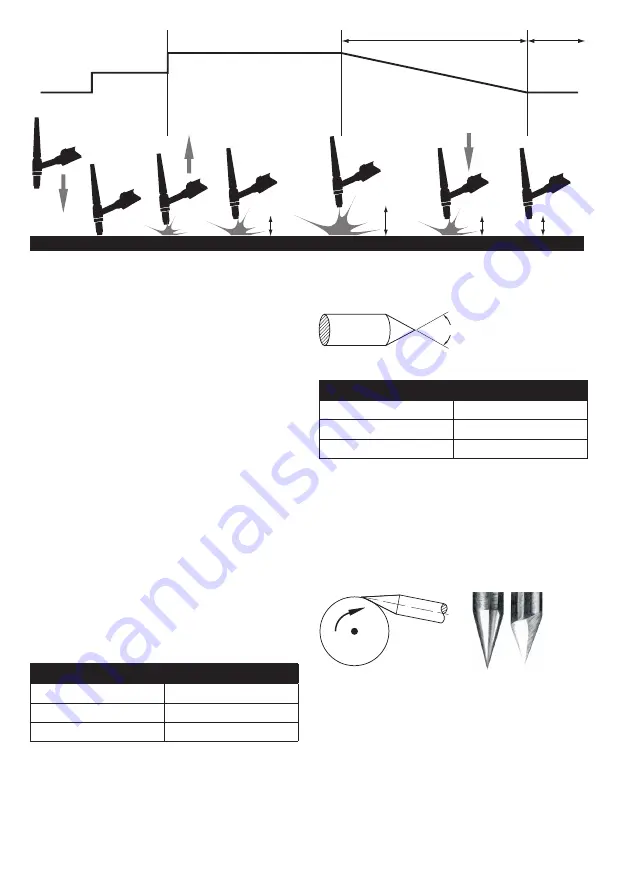
Výběr a příprava wolframové elektrody:
V tabulce 1
jsou uvedeny hodnoty svařovacího proudu a
průměru pro wolframové elektrody s 2 % thoria - červe-
né značení elektrody.
Tabulka 1
Průměr elektrody (mm)
Svařovací proud (A)
1,0
15 - 75
1,6
60 - 150
2,4
130 - 240
Wolframovou elektrodu připravte podle hodnot v ta-
bulce 2 a obrázku 3.
Obrázek 3
α
Tabulka 2
α (°)
Svařovací proud (A)
30
0 - 30
60 - 90
30 - 120
90 - 120
120 - 250
Broušení wolframové elektrody:
Správnou volbou wolframové elektrody a její přípravou
ovlivníme vlastnosti svařovacího oblouku, geometrii sva-
ru a životnost elektrody. Elektrodu je nutné jemně brou-
sit v podélném směru dle obrázku 4. Obrázek 5 znázorňu-
je vliv broušení elektrody na její životnost.
Obrázek 4
Obrázek 5
Obrázek 5A
- jemné a rovnoměrné broušení elektrody v
podélném směru - trvanlivost až 17 hodin
Obrázek 5B
- hrubé a nerovnoměrné broušení v příčném
směru - trvanlivost 5 hodin.
Parametry pro porovnání vlivu způsobu broušení elektro-
dy jsou uvedeny pro:
elektrodu
Ø
3,2 mm, svařovací proud 150 A a svařovaný
materiál trubka.
A B
1
2
3
4
5
6
7
1-3 mm
1-3 mm
1-3 mm
8-10 mm
0 - 5 s
POST GAS
I
0
ON
IW
I
START
I
END
Obr. 2 -
průběh svařovacího procesu u TIG LA
CZ







































































