





















| 7
CZ
OFF
HOT START
Ovládací n-kodér
MMA
- Nastavení funkce ARC FORCE
(stabilita oblouku)
Funkce navyšuje energii dodávanou do zkracujícího se
oblouku při metodě MMA, čímž zrychluje odtavování
elektrody a zabraňuje tak jejímu přilepení. Funkce je
aktivována, pokud napětí na oblouku klesne pod cca
17 V. Nastavením hodnoty se určuje možné navýšení
svařovacího proudu. Intenzita působení se nastavuje v
rozmezí 0 - 10 (0 = vypnuto; 10 = maximum).
OFF
ARC FORCE
Ovládací n-kodér
MMA
- Nastavení funkce ANTI STICK
Funkce snižuje svařovací napětí na 5 V při vyhodnocení
zkratu na výstupních svorkách (při přilepení elektrody k
svařovanému materiálu). Tím je umožněno snadné od-
lepení elektrody od svařovaného materiálu. Funkce je
automaticky aktivována při každém zapnutí stroje.
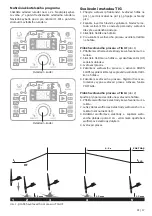
TIG AC
- Nastavení průběhu AC
Pomocí tlačítka přepínání průběhu zvolte vhodnou vari-
antu.
AC kvadrát - dochází k maximální penetraci materiálu, vy-
soké postupové rychlosti a stabilnějšímu oblouku.
AC sinusoida - standardní AC průběh, tišší oblouk a měkčí
dynamika oblouku.
OFF
AC sinusoida
AC kvadrát
Ovládací
n-kodér
Tlačítko přepínání
průběhů
TIG HF TIG LA
TIG AC
- Nastavení svařovacího proudu
Nastavení svařovacího proudu se provádí otáčením
ovládacího n-kodéru. Aktivace se provádí postupným
stisknutím ovládacího n-kodéru.
OFF
Ovládací n-kodér
Tlačítko přepínání metod
TIG HF
Kontrolka hl. proudu
Svařovací proud







































































