



















| 13
EN
Pilot arc
The pilot arc is used to create a main cutting arc. The
pilot arc allows arc ignition and low power without clo
-
sing the cutting circuit (connection of positive and ne
-
gative polarity). The advantage of use is when starting
the cut on materials that do not have sufficient groun
-
ding due to surface treatment (eg paint, rust, etc.). As
soon as the pilot arc is started and the current begins
to flow through the ground circuit, the main cutting arc
is automatically activated. The pilot arc is designed for
short-term starting only, so it is equipped with a protec
-
tion that, when the arc fails, the pilot arc ends. When
cutting of perforated materials leads to an alternating
switching between the pilot arc and main arc cutting.
Replacing Consumables
Supplies should be replaced in the following cases:
Nozzle
The nozzle has a small calibrated orifice, which must
be kept through. If the orifice is deformed or enlarged,
replacement is required.
Electrode
The electrode has a small silver orifice at the end of
the tip that generates plasma ions. Replacement is re
-
quired if the orifice is damaged. If excessive electrode
consumption occurs, this may be due to poor operating
technique, incorrect air supply, or damaged torch head.
Swirl Ring / Protective Nozzle
In case of damage, breakage, severe thermal deforma
-
tion, replacement is necessary.
Note: Nozzles and electrodes should always be repla
-
ced at the same time to avoid uneven wear.
Plasma Cutting guide
Cutting speed
(Pic. 1)
Too fast Too slow Correctly
Pic. 1
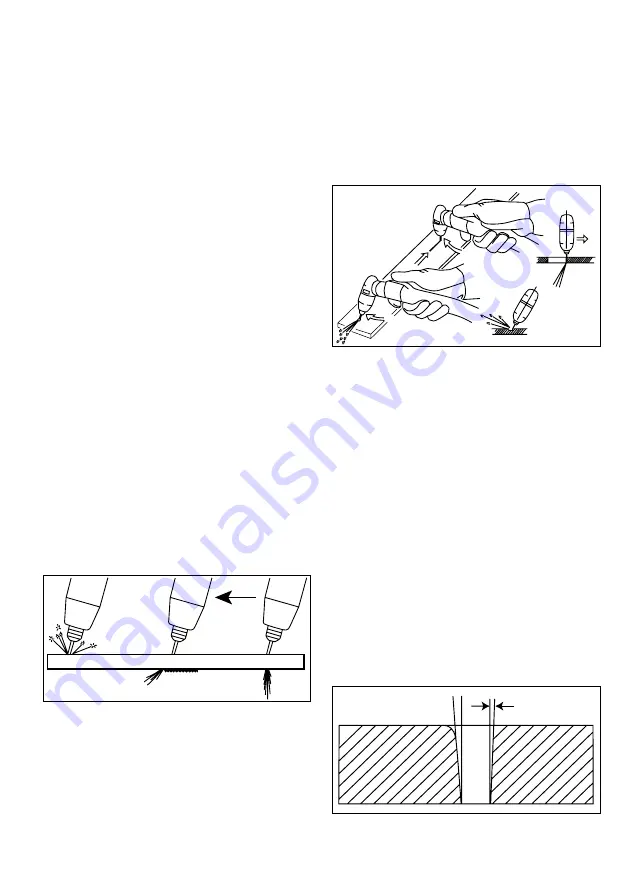
Punching material
(Pic. 2)
When starting to punch material, tilt the torch to pre
-
vent damage to the torch accessories by the flying ma
-
terial. After punching the material, put the torch upright
and continue cutting. Maintain a constant cutting speed
during cutting. At the correct cutting speed, the passing
arc on the other side of the workpiece should form an
angle of 10° - 20°.
When punching material up to 3.2 mm, it is not nece
-
ssary to maintain the distance between the workpiece
and the nozzle. For thicker materials up to a thickness of
5 mm, a distance of at least 0.5 mm must be maintained.
When punching thicker materials, it is advisable to crea
-
te a pilot hole through the pilot arc, which increases
the life of the consumable accessories. At the start of
the perforation, the torch should be tilted at an angle of
30° and straightened after being penetrated. The reco
-
mmended distance is 1.6 mm.
Pic. 2
Cutting of perforated materials
Keep the control button pressed while cutting to pre
-
vent interruption of the process.
Cutting from workpiece edge
When starting the cut, keep the torch upright so that the
distance is maintained. Press the torch switch to light
the arc and start moving in the desired direction. Avoid
cutting speeds that are too high to prevent sparks from
flying off the top of the workpiece.
Cutting direction
(Pic. 3)
The plasma arc has a swirling process when leaving the
torch. For this reason, one part of the cut side is alwa
-
ys divided at a larger angle. In order to achieve greater
perpendicularity of the cut, it is also necessary to select
the correct cutting direction. If you want to maintain
a smaller deviation of the circular cut along the inside
diameter, the cutting direction must move countercloc
-
kwise. To maintain a smaller deviation along the outside
diameter, the cutting direction must be clockwise.
Cutting deviation
Pic. 3







































































