























12
4. Messa in rivestimento
• Per la lavorazione delle masse di rivestimento (per es. Heravest Press) attenersi alle istruzioni per
l’uso del produttore.
• Colare la massa di rivestimento nel cilindro, senza bolle d’aria, con una leggera vibrazione e appli-
care il coperchio distanziatore del cilindro. Il coperchio garantisce la corretta altezza e la posizione
parallela del cilindro rispetto alla direzione di pressatura del forno.
• Lasciar indurire il rivestimento senza vibrazioni o scossoni
5. Preriscaldamento
• Dopo l’indurimento rimuovere il cilindro, la basetta e il coperchio. Per garantire una posizione sicura
del cilindro, pulire la parte dove è stato applicato il coperchio del cilindro.
• Posizionare nel forno di preriscaldamento il cilindro e il pistone di ossido di alluminio.
I blocchetti di HeraCeramPress e i pistoni monouso di Heravest non devono essere preriscaldati.
• Riscaldare il cilindro a 850 °C (riscaldamento lineare o speed – secondo le istruzioni per l’uso del
rivestimento usato).
• Tempo di mantenimento a temperatura finale: cilindro di 200 g
➙
60 min
cilindro di 100 g
➙
60 min
Avvertenza: con il riscaldamento speed il tempo di mantenimento inizia da quando il forno ha
raggiunto nuovamente la temperatura finale!
6. Pressatura
• Attivare il programma di pressatura.
• Quando il forno per pressatura ha raggiunto la temperatura iniziale di 700 °C, togliere il cilindro dal
forno di preriscaldamento.
• Inserire nel canale del cilindro 1 o 2 blocchetti di HeraCeramPress.
• Inserire il pistone (monouso o di ossido di alluminio).
• Posizionare velocemente nel forno di pressatura il cilindro così caricato e avviare il programma di
pressatura.
• Al termine del programma di pressatura rimuovere il cilindro dal forno e lasciarlo raffreddare a tem-
peratura ambiente.
Evitare il raffreddamento del cilindro durante il tempo trascorso tra la rimozione dal forno
di preriscaldamento e l’inizio del procedimento di pressatura
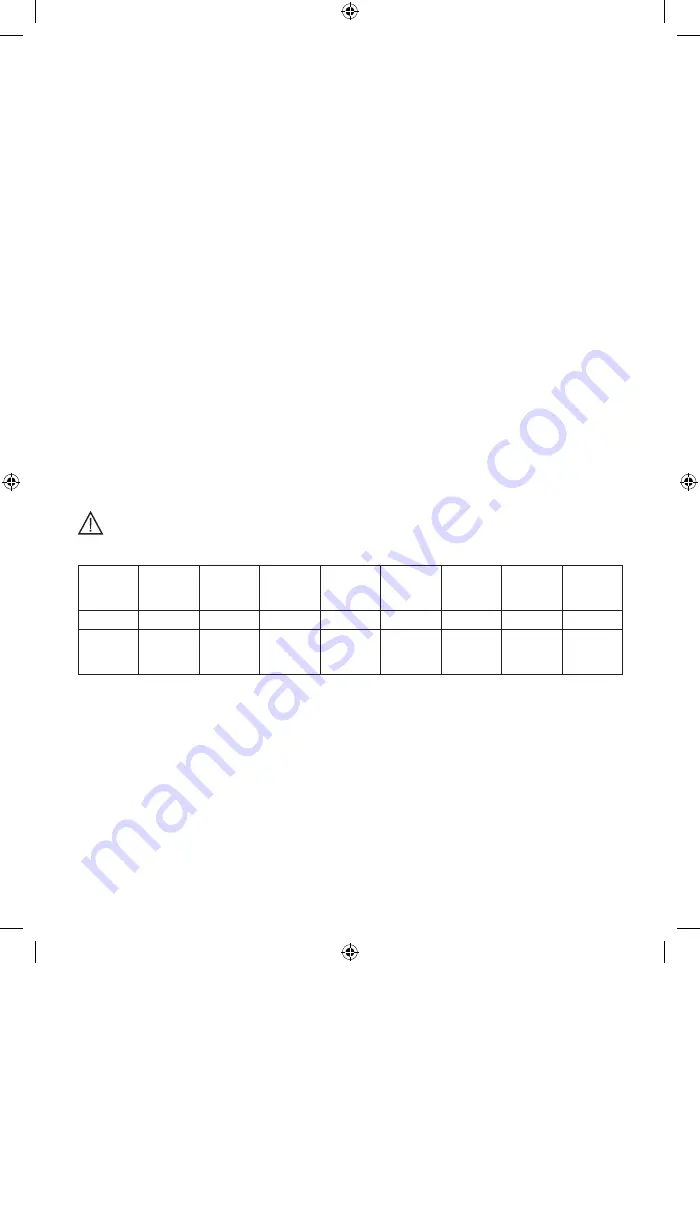
Consigli generali di pressatura
Tempe-
ratura
iniziale
Inizio
vuoto
Stop
vuoto
Vuoto
Incremento
termico
Tempe-
ratura
finale
Tempo
manteni-
mento
Pressatura Pressione
°C
°C
°C
hPa
°C/min
°C
min
min
bar
700
700
1030
30
50
1030
15
8
secondo
il tipo
di forno
7. Apertura del cilindro
• Con l’aiuto di un pistone per pressatura stabilire la posizione degli oggetti pressati e fare un segno
sul cilindro. Successivamente tagliare profondamente il rivestimento con un disco separatore lungo
il segno fatto sul cilindro. Il taglio circolare permette di rimuovere le parti del cilindro in eccesso.
• Rimuovere il rimanente rivestimento attraverso una sabbiatura effettuata con molta cautela.
Avvertenza: evitare una sabbiatura prolungata sullo stesso punto della superfice a causa di pos-
sibile surriscaldamento della stessa!
Non usare ossido di alluminio
• Apertura grossolana del cilindro con perle di vetro (4 bar, 50 µm, usare materiale monouso, non
riciclato!) - gli oggetti pressati non sono ancora liberati completamente dal rivestimento.
• Rimozione completa del rivestimento: ulteriore sabbiatura delle superfici con pressione ridotta (mas-
simo 1,5 bar, perle di vetro da 50 µm).
1809_15440_GBA_HeraCeram_Press.indd 12
21.12.18 10:24







































































