






















16
5. Preaquecimento
• O anel da mufla e o molde da mufla devem ser removidos após o período de presa. Para um posi-
cionamento seguro da mufla, limpe a superfície superior do molde.
• Coloque a mufla e o puncionador de óxido de alumínio no forno de preaquecimento.
As pastilhas HeraCeramPress e perfuradores de extrusão Heravest disponíveis não são preaqueci-
dos.
• Aqueça a mufla (aquecimento linear ou acelerado – de acordo com as instruções de uso da massa
de revestimento) a 850 °C.
• Tempos de espera: mufla de 200 g
➙
60 min
mufla de 100 g
➙
60 min
Observação: Com o aquecimento acelerado, o tempo de espera inicia quando a temperatura
final é atingida novamente.
6. Prensagem
• Ative o programa de prensagem.
• Retire a mufla do forno de preaquecimento quando a temperatura inicial de 700 °C tenha sido atingida.
• Posicione 1 – 2 pastilhas HeraCeramPress no canal da mufla.
• Use o êmbolo (êmbolo disponível ou êmbolo de óxido de alumínio).
• Coloque imediatamente a mufla assim montada no forno de injeção e inicie o programa de prensagem.
• Após a prensagem, retire a mufla do forno de injeção e deixe esfriar em temperatura ambiente.
Evite resfriar as muflas entre a remoção do forno de preaquecimento e o início do processo
de prensagem.
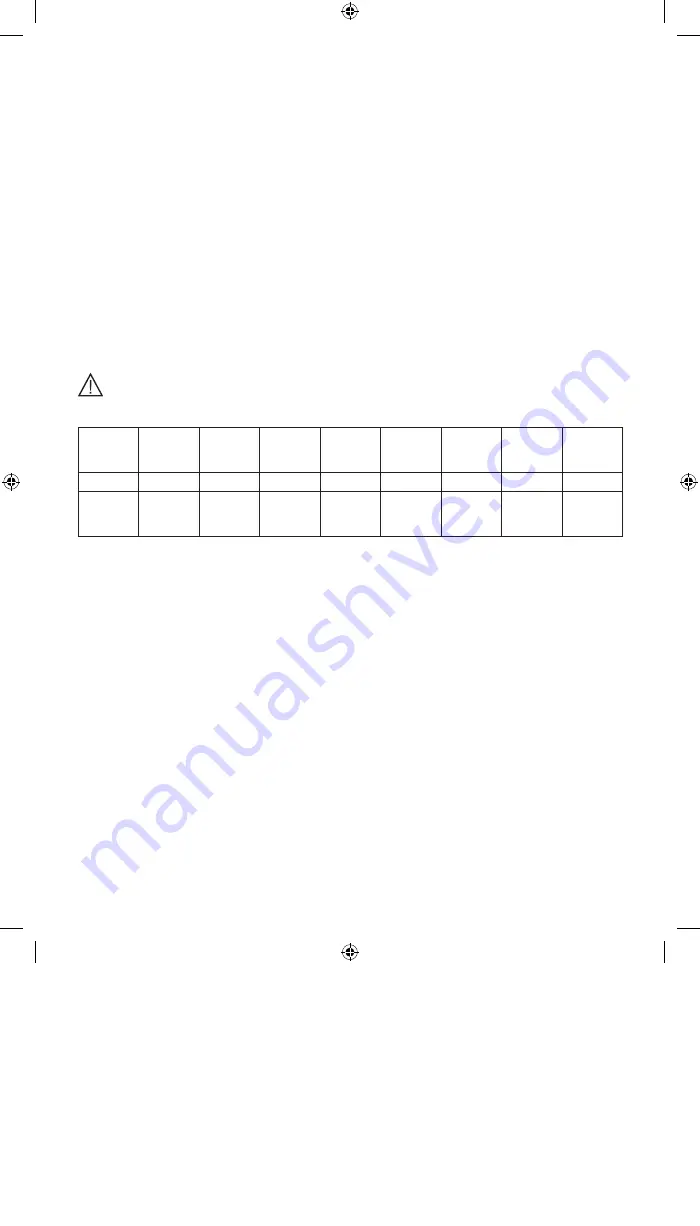
Recomendações gerais para prensagem
Tempe-
ratura
inicial
Início
do vácuo
Fim
do vácuo
Vácuo
Taxa de
aqueci-
mento
Tempe-
ratura
final
Espera
Prensa-
gem
Pressão
de pren-
sagem
°C
°C
°C
hPa
°C/min
°C
min
min
bar
700
700
1030
30
50
1030
15
8
depende
do tipo
de forno
7. Demuflagem
• Determine e marque a posição dos objetos a serem prensados com o auxílio de um êmbolo. Então,
faça uma incisão profunda no revestimento com um disco de corte na altura do êmbolo. Girando as
partes da mufla, separe-as.
• Remova o revestimento por meio de um jateamento cauteloso.
Observação: Evite o jateamento localizado devido ao sobreaquecimento.
Não use óxido de alumínio.
• Remoção grosseiro do revestimento com esferas de vidro (4 bar, 50 µm, não use uma unidade de
jateamento circulante) - não exponha totalmente os trabalhos nesta etapa.
• Remoção final do revestimento: continue jateando extensivamente usando pressão reduzida (1,5 bar
máx., 50 µm, esferas de vidro).
Acabamento
Cerâmicas prensáveis devem ser trabalhadas sob refrigeração (com água). Aplique baixa pressão de
modo que as cerâmicas prensáveis não superaqueçam e não ocorram trincas. Use abrasivos diaman-
tados que estejam em perfeito estado. Tome cuidado quanto à espessura mínima dos inlays (mínimo
de 2,0 mm no istmo) e facetas ou coroas (0,8 mm).
• Evite superaquecimento localizado ao separar e desgastar os sprues.
• Adaptando os trabalhos ao modelo: avalie a adaptação do trabalho no troquel com cuidado. No
caso de contatos prematuros/ imperfeições, marque-os com uma pasta ou spray no troquel.
Remova -os com cuidado usando pontas diamantadas.
1809_15440_GBA_HeraCeram_Press.indd 16
21.12.18 10:24







































































