




















6
5. Pre-heating
• The ring and mould former should be removed after the setting period. For safe positioning of the
mould, clean the top surface of the mould.
• Put mould and aluminium oxide press plunger in the preheating furnace.
HeraCeramPress pellets and Heravest disposable press plunger must not be preheated.
• Heat the mould (Linear or Speed heating – according to the instructions for use of the investment
material) to 850 °C.
• Holding times: 200 g mould
➙
60 min
100 g mould
➙
60 min
Note: With Speed heating, the holding time starts when the furnace has reached again the final
temperature!
6. Pressing
• Activate the press programme.
• Take mould out of the preheating furnace when the press furnace has reached the start temperature
of 700 °C.
• Place 1 – 2 HeraCeramPress pellets in the mould channel.
• Place press plunger in the channel (disposable press plunger or aluminium oxide press plunger).
• Put immediately the mould so assembled in the press furnace and start the press programme.
• After pressing, remove the mould from the press furnace and allow to cool to room temperature.
Avoid cooling of the mould between removal from the preheating furnace and the start
of pressing procedure
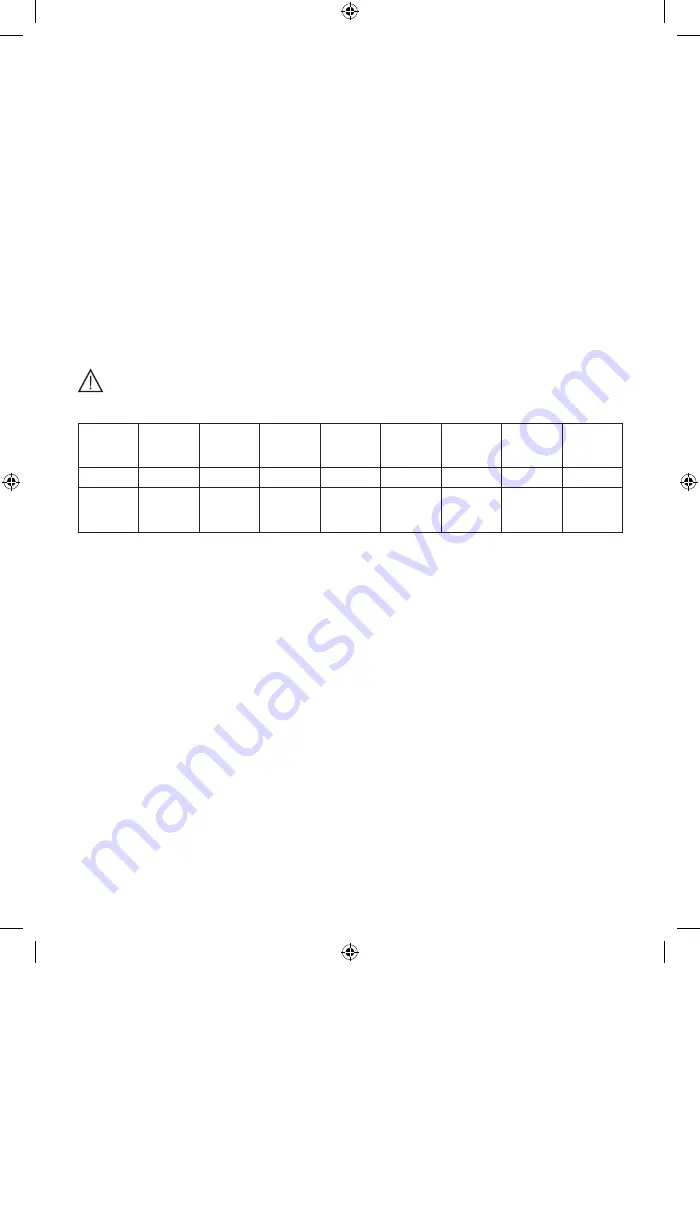
General Press Recommendation
Start
tempera-
ture
Vacuum
start
Vacuum
stop
Vacuum
Heat rate
Final
tempera-
ture
Hold
Pressing
Pressure
force
°C
°C
°C
hPa
°C/min
°C
min
min
bar
700
700
1030
30
50
1030
15
8
depending
on type of
furnace
7. Deflasking
• Determine and mark the position of the pressed objects with the aid of a press plunger. Then make
a deep cut into the investment material with a cut-off wheel at the end side of the press plunger.
Separate the investment parts from each other through a rotating movement.
• Remove investment material by means of cautious sandblasting.
Note: Avoid localised sandblasting which will cause overheating of the surface.
Do not use aluminium oxide
• Rough investment removal with glass beads (4 bar, 50 µm, do not use a recycling blasting unit) - do
not completely expose the objects yet.
• Complete investment removal: continue to blast extensively on the surfaces using reduced pressure
(1.5 bar max., 50 µm, glass beads).
Finishing
Pressable ceramic must be processed in (water-)cooled conditions. Apply low pressure so that the
pressable ceramic do not overheat and no cracks occur. Use diamond abrasives which are preferably
in mint condition. Please pay attention to the minimum thickness of the inlays (2.0 mm minimum in the
isthmus) and the veneer shells or crown copings (0.8 mm).
• Avoid localised overheating when separating and grinding the sprues.
• Fitting the objects on the model: fit carefully on the die. In case of precontacts, thinly stain the die
with occlusal paste / spray. Remove precontacts carefully using fine diamonds.
Note: Wear a face mask and eye protection when grinding ceramic materials and work with an
extraction unit. Avoid inhaling the ceramic dust.
• Clean object with a steam cleaner. Avoid overheating.
1809_15440_GBA_HeraCeram_Press.indd 6
21.12.18 10:24







































































