















13
OPERATING INSTRUCTIONS
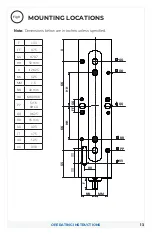
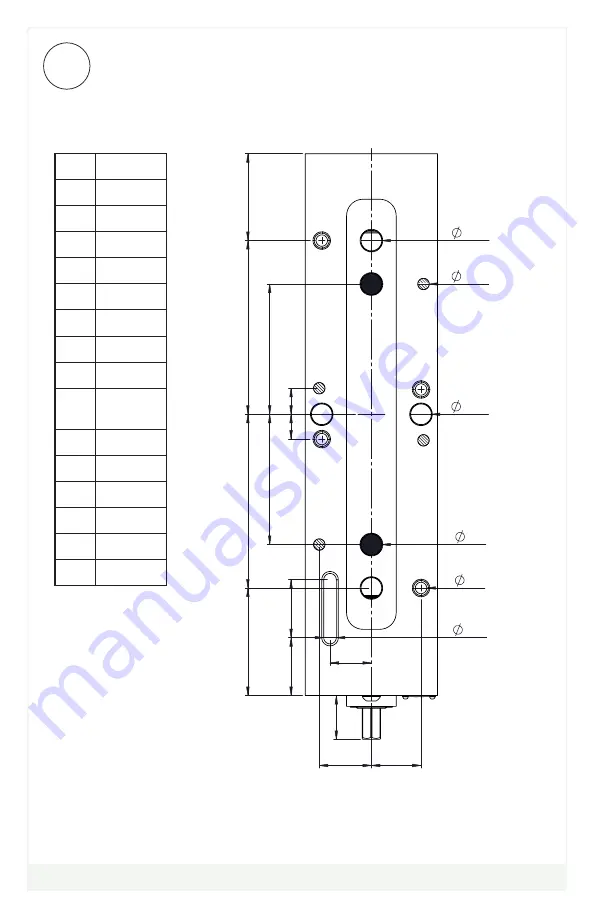
MOUNTING LOCATIONS
F
1.33
FF
0.75
GG
0.787
HH
50 mm
II
II 2.625
KK
5.25
MM
1.5
NN
40 mm
OO
M8 SHCS
PP
5/16
SHCS
0.625
RR
16 mm
SS
3.25
TT
1.75
UU
1.25
VV
0.38
Fig.9
PP
OO
RR
FF
GG
HH
HH
II
KK
KK
SS
TT
TT
MM
NN
UU
F
VV
Note:
Dimensions below are in inches unless specified.







































































