





























Tour of the Machine
KVAL Operation/Service Manual
2-10
Tour of the Machine
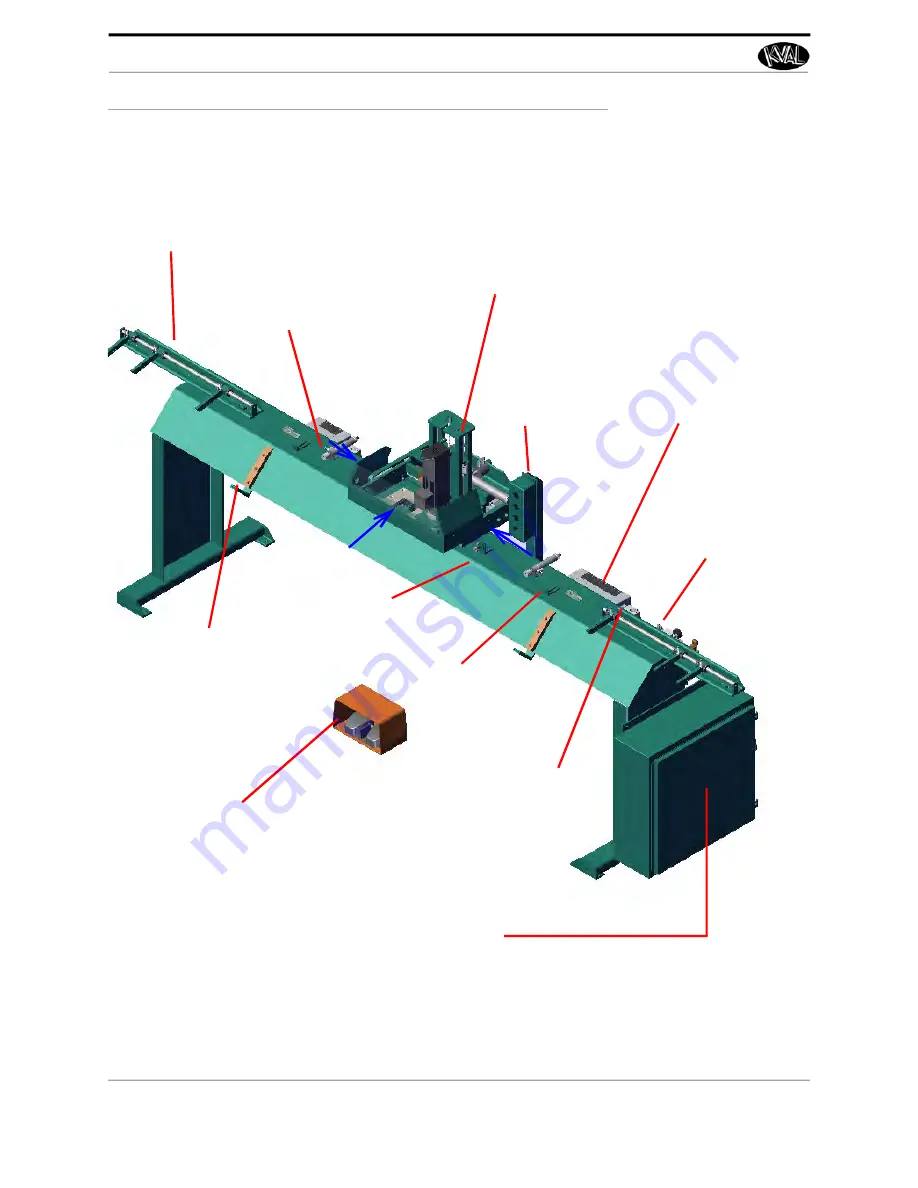
Shifting Cutter Head:
Motor and Router Bit to rout faceplate
Includes Clamps
The cutting head moves in the X, Y and Z Axises
Foot Pedal Control:
Start Sequence
(Clamp)
Stop Sequence
Air Input:
Air input with filter
and pressure adjust
Main E-Box/Control
Panel:
Has controls on the face
PLC to control Cutting pro
-
cess of motor
Controls and supplies volt
-
age to machine
Right Hand Index:
Set the top of the jamb to pre
measured stop locations
Air Manifold (x2)
Contains solenoids that
drive cylinders in the
machining process
Left Hand Index:
Set top of jamb to pre
measured stop locations
Cutting Area
Push Out Cylinder (x2):
Automatically pushes
jamb out after machining
Turret (x2):
Adjust to desired
backset
Controls
Hand Setting
Lock Plate Shape
Bolt Plate Shape
E-Stop
Stop (x2):
Adjust to backset.
Bracket (x2):
Catches jamb after
machining
Summary of Contents for 960-3
Page 4: ...KVAL 960 3 Operation Service Manual ...
Page 28: ...Safety Sign Off Sheet 1 21 KVAL Operation Service Manual ...
Page 46: ...Description of the Light Tower KVAL Operation Service Manual 2 18 ...
Page 64: ...Appendix Collet Torque Values KVAL Operation Service Manual 3 18 ...
Page 65: ...Appendix Collet Torque Values 3 19 KVAL Operation Service Manual ...
Page 67: ...Notes ...







































































