





























Step 2: Calibrate the Stops
3-11
965X Operation Manual
Step 2: Calibrate the Stops
At the
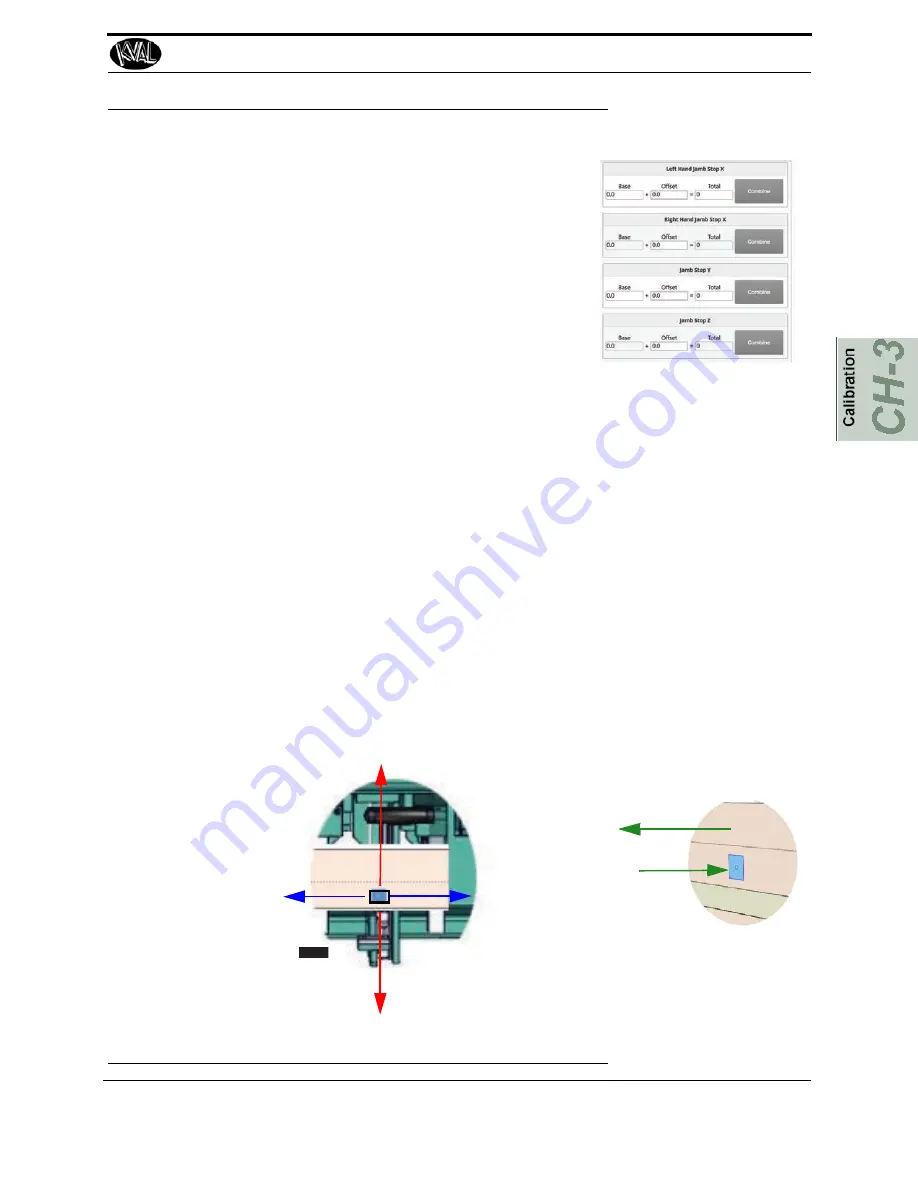
Calibration Screen
, select
Jamb Stops
Procedure to Calibrate the Stops
In this calibration process, cut a known shape on the jamb. Mea
-
sure the
location
of the cut.
1.
Before calibrating the tools, make sure the
Tool Con
-
figurations
are up to date.
See “About the Tool Config
Tabs” on page 2-29 .
2.
Create a
Job
of your choice.
For Example:
Create a 2.0 '' square, with chiseled corners, a middle predrill 44.0 '' from the top reference.
3.
Add the
Job
to the
Queue
.
4.
Once the cut has been made, check the location and shape of the cut. See
Figure 3- 4 .
5.
Perform the
Left Hand Rule
from the rear of the machine to determine axis direction.
See illustration below.
• If the location is out of specification in the
length
of the jamb edge, the
X-Axis
needs to be adjusted.
• If the location is out of specification in the
width
of the jamb edge, the
Y-Axis
needs to be adjusted.
• If the plunge cut depth is out of specification, check the
Configuration Menu
then
verify the
Z-Axis.
• If the shape is out specification, adjust for the best location then check the tool
calibrations.
FIGURE 3- 4.
Procedure to Calibrate a Stop
Reference from back of
machine. Point down to the cut
using left hand rule.
+
X
+
Y
+
Z
-
X
-
Y
-
Z
Summary of Contents for 965X
Page 103: ......







































































