





























How to Access to Bit Assemblies
3-26
965X Service Manual
How to Access to Bit Assemblies
1.
Shutdown the machine and follow the “Lock Out Tag Out procedures.
2.
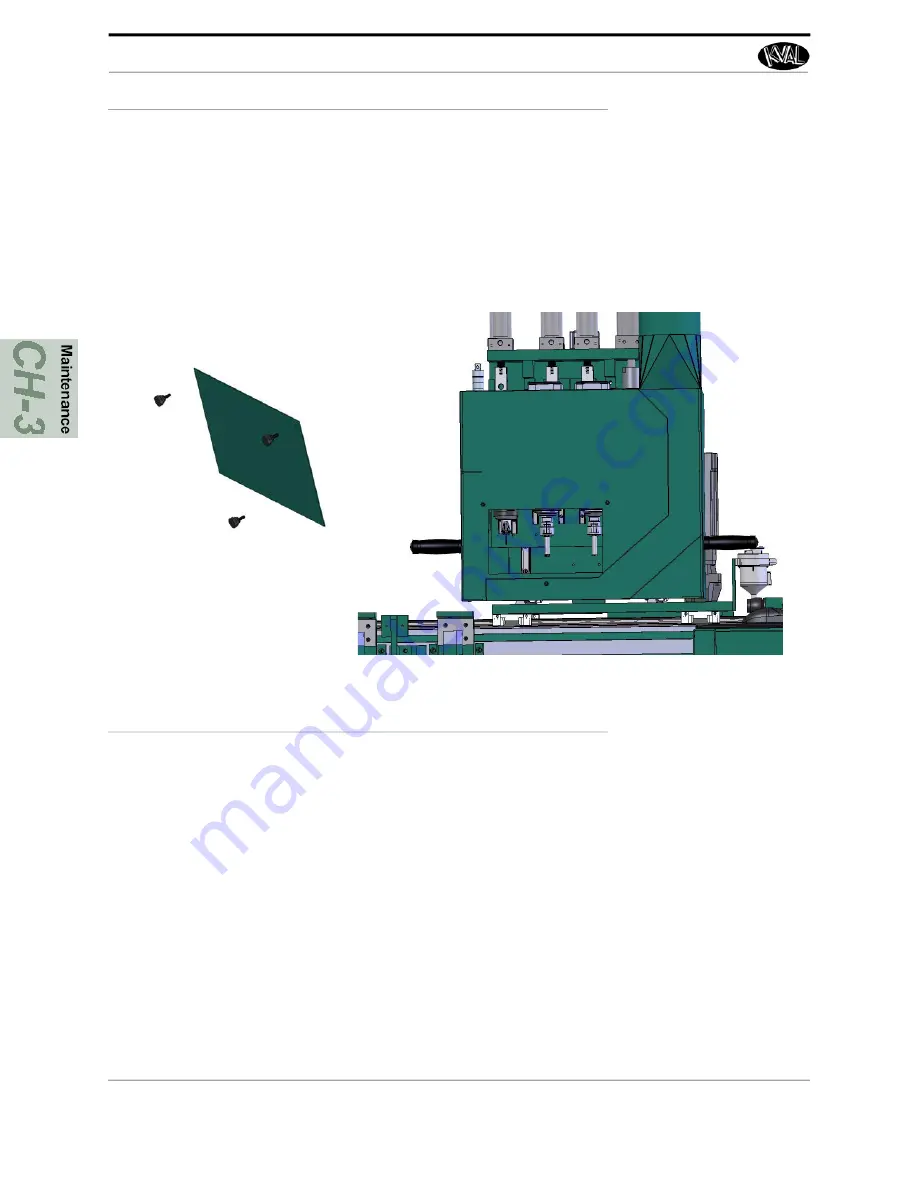
After machine is locked and tagged out, remove the access plate by loosening and re
the knurled knob screws from the front cover.
3.
Put the access plate and retaining screws aside.
Note:
Remove full Carriage Coverto replace Chisels.
FIGURE 3- 20.
Remove Cover Plate







































































