













Safety Sign-Off Sheet
1-22
965X Operation Manual
Safety Sign-Off Sheet
Machine Model Number:_____________________________
A Note to the Operator
This machine can help you be highly productive only if you understand how to use it properly and
follow the safe operating practices described in this document and the machine’s manual. If you
do not understand the machine’s proper operation or ignore the safe operating practices, this
machine can hurt or kill you. It’s in your best interest to safely and properly operate this machine.
Personnel Safety Concerns:
• I have been properly trained in the operation of this machine.
• I will always wear ear protection when operating this machine.
• I will always wear eye protection when operating this machine.
• I will never wear loose clothing or gloves when operating this machine.
• I will watch out for other people. Make sure everyone is clear of this machine
before operation.
• I will always follow my company’s safety procedures. I have read and understand
these guidelines.
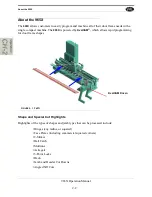
Machine Safety Concerns:
• I have been given a tour of the machine and understand all the safety labels, E-
Stops and the actions to take in case of an emergency.
• I will make sure all guards are in place before operation
• I will turn off the compressed air, before loading hardware (staples, screws, etc)
• I will turn off the electrical power, for setup
• If the machine should operate in an unexpected manner, I will stop production and
immediately notify a manager, a supervisor, or a qualified service technician.
I have read and understand this document and agree to operate this machine in a safe man
-
ner as described above.
Employee
Name (print):
___________________
Signature:
__________________
Date:
____/____/____
Supervisor/Safety Officer/Trainer
Name (print):
__________________
Signature:
__________________
Date:
____/____/___
Note:
It is recommended you make a copy of this sheet for new operators. If a copy is
needed, you may download a PDF at the
KVAL
website (http://
www.KVALinc.com). You may also contact our Service Department at (800)
553-5825 or email at service@KVALinc.com.
Summary of Contents for 965X
Page 103: ......