



















About Calibration
2-45
KVAL 990-F4 Operation Manual
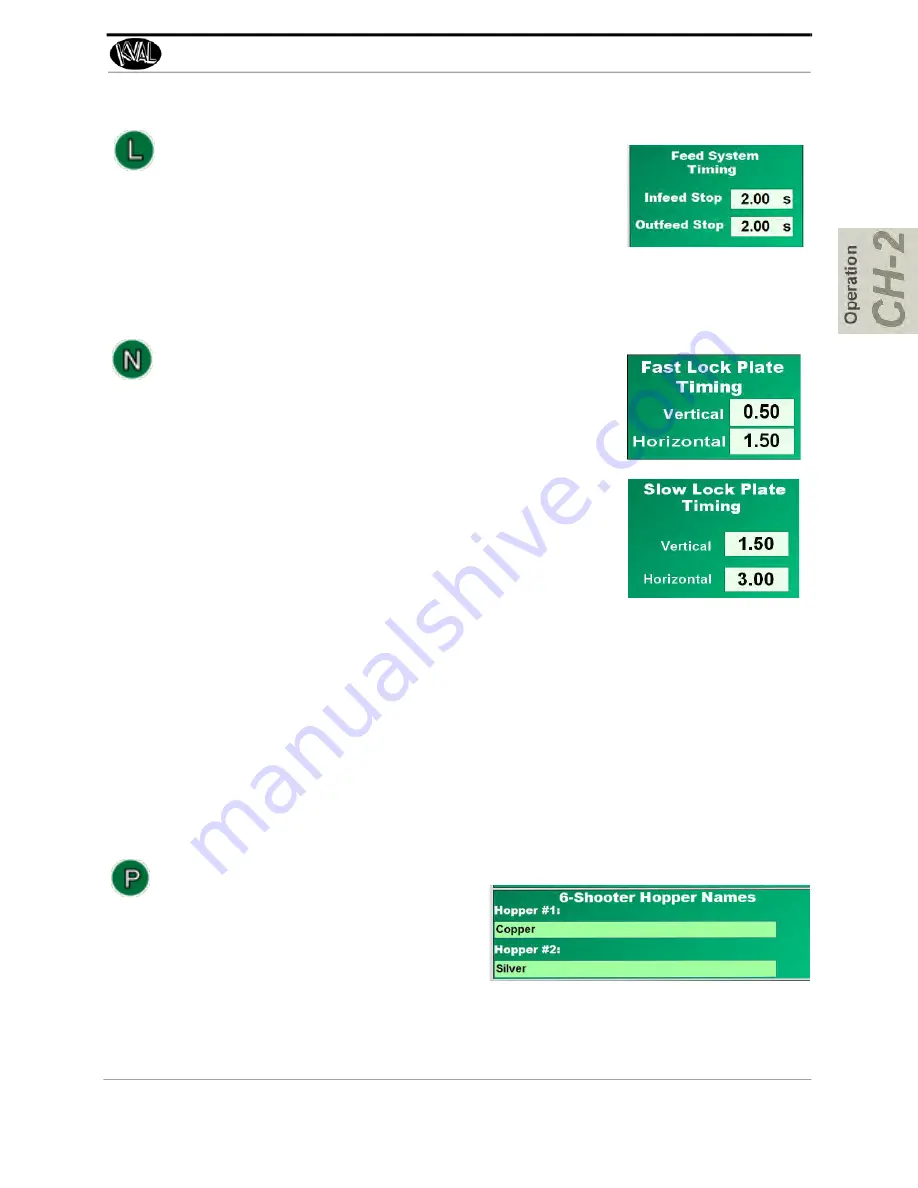
Feed System Timing Adjustments
Infeed Stop:
This is distance (in time) of the clamped door
in reference to the “After-Infeed eye”.
Outfeed Stop:
This is the distance (in time) of the clamped
door in reference to the “Before-OutFeed eye.
Fast and Slow Lock Plate Timing
Note:
Before adjusting the Slow Lock Plate Timing,
make sure the Fast Plate Routine is set properly
adjusted.
Adjust
Fast Lock Plate Timing
under normal operating
(No Extend Time), the router time can be adjusted to
match the flow controls on the machine. Before adjusting
these times, make sure the flow controls are set properly.
If the settings are in
Extend Time,
adjust the
Slow Lock
Plate Timing.
Vertical
:
If the vertical time is not making it up or down, before the horizontal move starts,
enter a larger number. This number is in seconds. If there is a delay before the hori
-
zontal moves, enter a smaller number in this box. Continue entering numbers until
timing is matched.
Horizontal
:
If the Horizontal time is not making it left or right, before the vertical move starts,
enter a larger number. This number is in seconds. If there is a delay before the vertical
moves, enter a smaller number in this box. Continue entering numbers until timing is
matched.
Hopper Names
Enter the type of screws (color) in the
text boxes. The names assign here
appear on the
Main
screen in the Screw
Setup section.







































































