





























Operator’s Tour
2-5
KVAL 990-HB Operation / Service Manual
Six Shooter System
There are three Six Shooters on the front section. The six shooters work with Dual Hoppers that
deliver the screws to the machine. The six shooter system includes:
• A separate bank of Dual Hoppers to allow easy switch over to different colored
screws or switch over to reload. There are 2 Hoppers per Six Shooter.
• Three Six Shooters that deliver the hinge to the hinge pockets and then attaches
them with six screws on the jamb and the door.
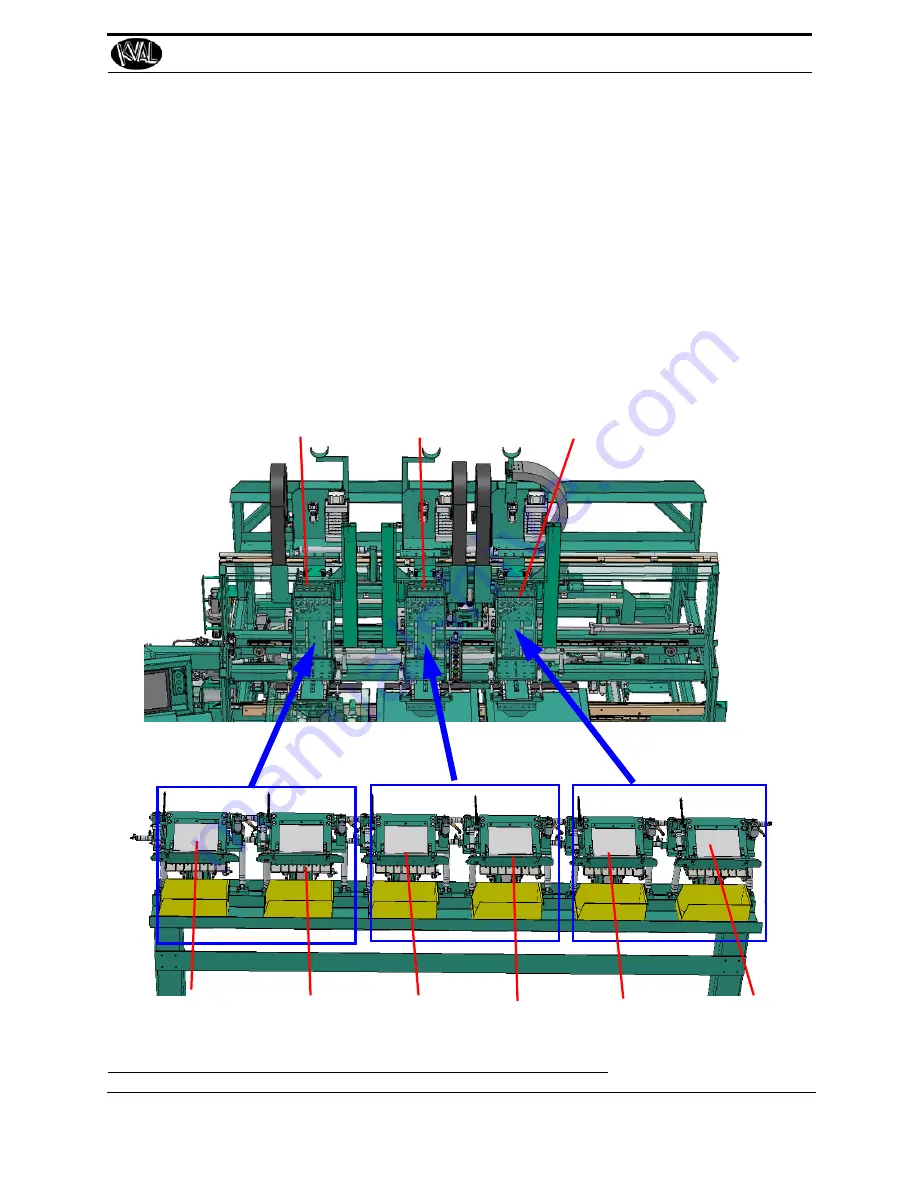
The Dual Hopper Bank
The dual hoppers deliver the screws to the six shooters indicated below. Select either
the 'A' or 'B' series at the user station under the Main Screen.
Hopper B3
Hopper B2
Hopper B1
Hopper A2
Hopper A3
Hopper A1
Six Shooter 1
Six Shooter 2
Six Shooter 3
FIGURE 2- 4.
Hopper Bank Designations
Summary of Contents for 990-HB
Page 4: ...KVAL 990 HB Operation Manual ...
Page 25: ...Safety Sign Off Sheet 1 17 KVAL 990 HB Operation Service Manual ...
Page 26: ...Safety Sign Off Sheet 1 18 KVAL 990 HB Operation Service Manual ...
Page 66: ...Diagnostic Screen 2 40 KVAL 990 HB Operation Service Manual ...
Page 84: ...Calibration of the Back Section 3 18 KVAL 990 HB Operation Service Manual ...
Page 88: ...System IT Administration 4 4 KVAL 990 HB Operation Service Manual ...







































































