





























Tour of the Machine
3-19
KVAL 990-FX Operation Manual
Hopper Process
1.
Pour Screws into the
Hopper.
Note:
The recommended maximum amount of screws a quantity of 600.
2.
The
Hopper
moves up and down periodically during the process by the
Hopper Cyl
-
inders
to organize the screws and deliver them to the
Screw Tracking Plate
.
3.
The
Gate Assembly
monitors the quantity of screws delivered to the to the
Screw
Tracking Plate Assembly
.
6.
Press
Hinges Loaded
on the Six Shooter Control panel to activate the Slide Assem
-
bly to drop the screws into the
Screw Delivery Tubes.
7.
Each tube has air injectors to speed the delivery to the
Screw Receiver Tubes
.
Quick Change Process
Some Six Shooter Systems have an a quick change option to quickly change to differ
-
ent colored screws. To start the quick change process:
8.
Press the
Load
button on the
Touch Screen
.
The back section of the Hopper will cycle upward once to shift all the screws from
the back door to clear screws between the back door of the hopper and the slides.
9.
Once the Hopper is in the up position, the door will open and the Hopper will cycle
down quickly to throw the surplus of screws out the funnel container.
Important:
Do not put Magnetized Screws in Hopper. Magnetized
screws can cause sluggish response to screws getting
stuck. Hopper plates could get magnetized and will have
to be demagnetized with a degausser.
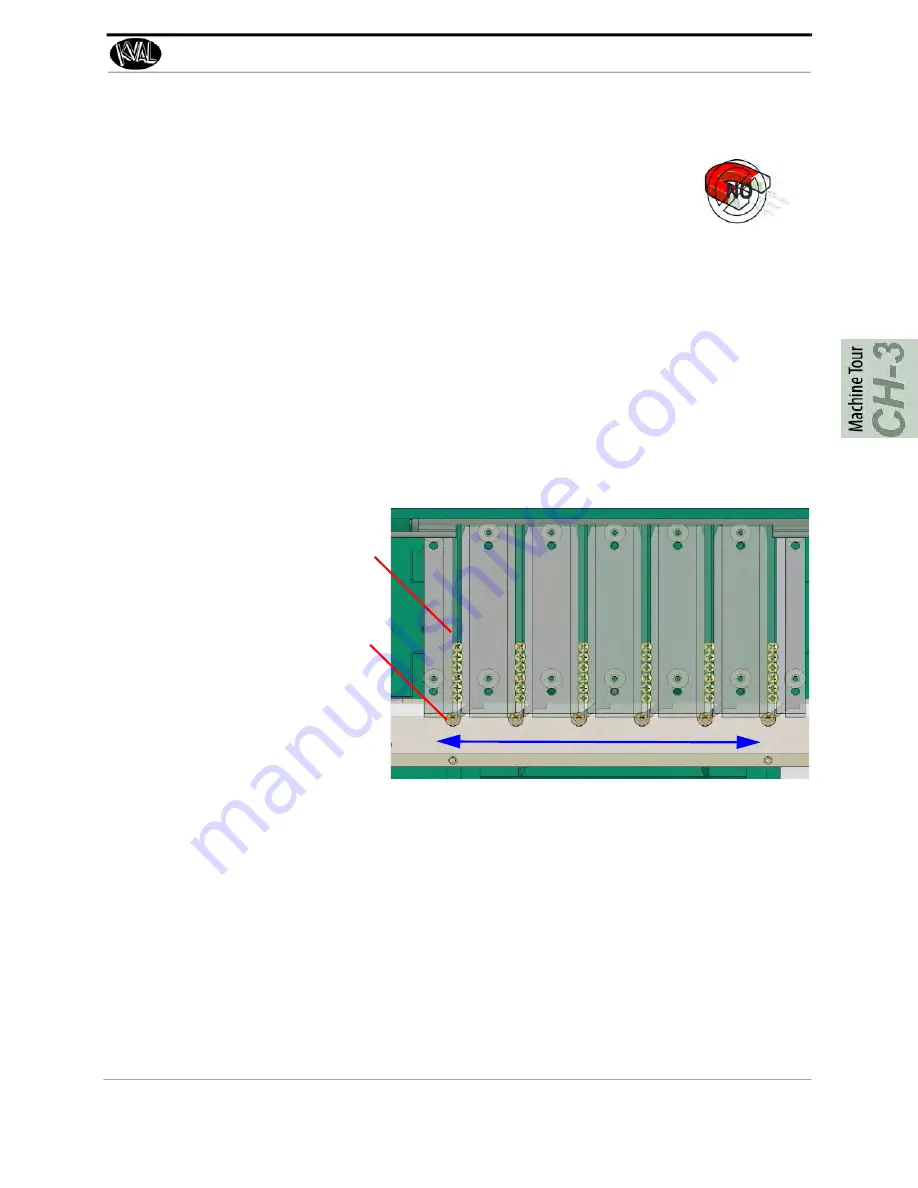
4.
The screws are stacked
in the slots of the
Screw
Tracking Plate Assem
-
bly
.
5.
The
Screw Pick Off Cyl
-
inder
moves the
Slide
Assembly
to capture
screws six at a time.







































































