3,000 Cycle Maintenance Steps
3-7
KVAL Commander III Service Manual
3,000 Cycle Maintenance Steps
Follow Lockout Tagout procedures.
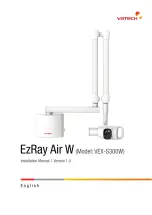
Inspect Feed Belts (If Applicable)
Inspect feed belts for proper tension or
damage
.
Check belts for cuts and nicks.
Belts can stretch over time. Check for
looseness. A rule of thumb is to pull
belt, if belt moves too freely, then
replace belt.
Belts can become slick from use, lesson-
ing traction on door. Check belts for
slickness or door slippage.
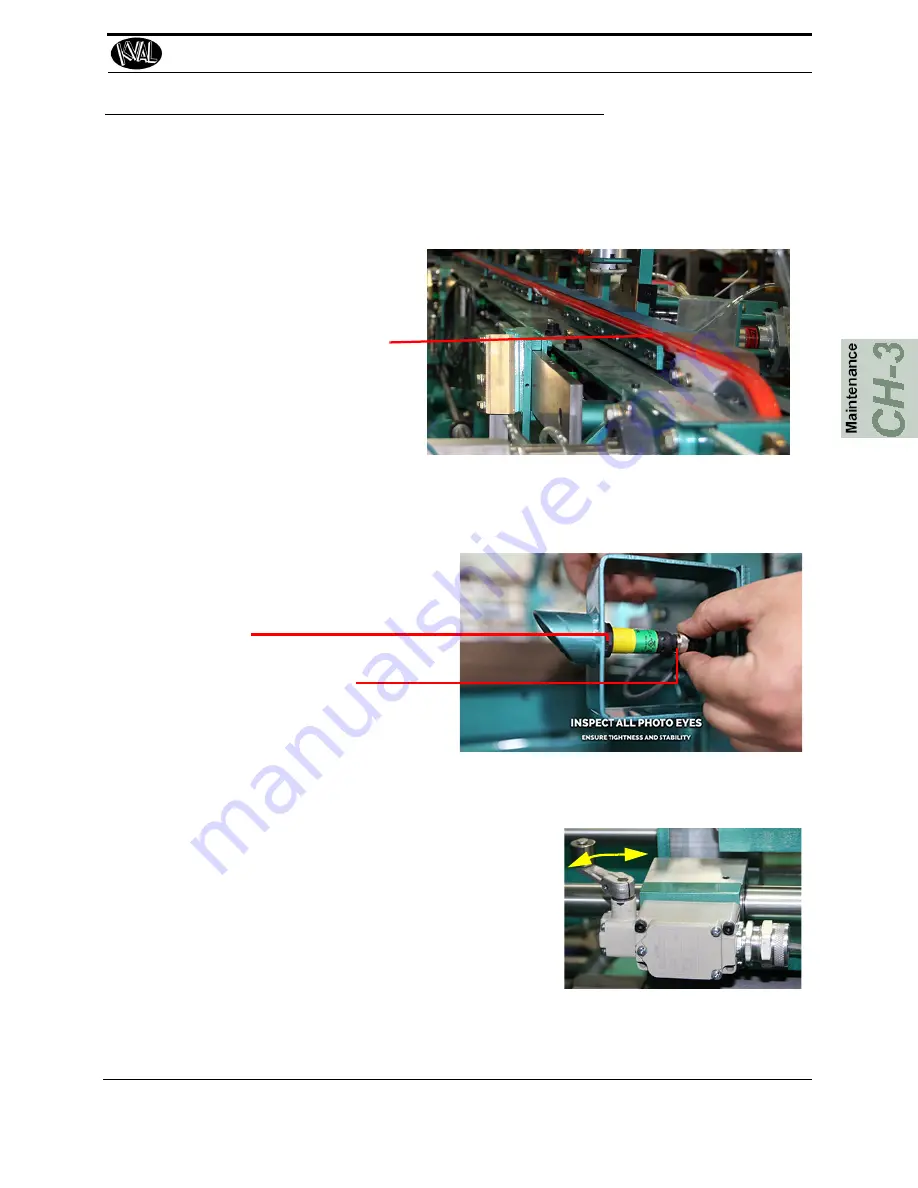
Inspect all Photo Eyes
Inspect Limit Switches
Inspect all photo eyes secure and tight.
Check Connection to Photo Eye
Check Nut that
attaches Photo
Eye to Machine
Check for debris and clean if needed
Inspect all limit switch arms for tightness or breaks.
Inspect the switch for cracks in the body and check that the
switch arm actuates (clicking sound) when moved to the
extreme.
Note:
Depending on the model of limit switch,
the amount of “pre-travel"(amount of
movement from the arms resting position)
is either 5 or 20 degrees before the limit
switch actuates.
Summary of Contents for Commander III
Page 5: ...KVAL Commander III Service Manual KVAL Commander III Service Manual ...
Page 10: ...Notes ...
Page 31: ...Safety Sign Off Sheet 1 21 KVAL Commander III Service Manual ...
Page 36: ...Notes ...
Page 75: ...Collet Torque Values 3 39 KVAL Commander III Service Manual ...
Page 76: ...Collet Torque Values KVAL Commander III Service Manual 3 40 ...
Page 100: ...Network System Overview KVAL Commander III Service Manual 4 24 ...
Page 103: ......