





























Calibrating the Feelers
KVAL Operation Manual
4-10
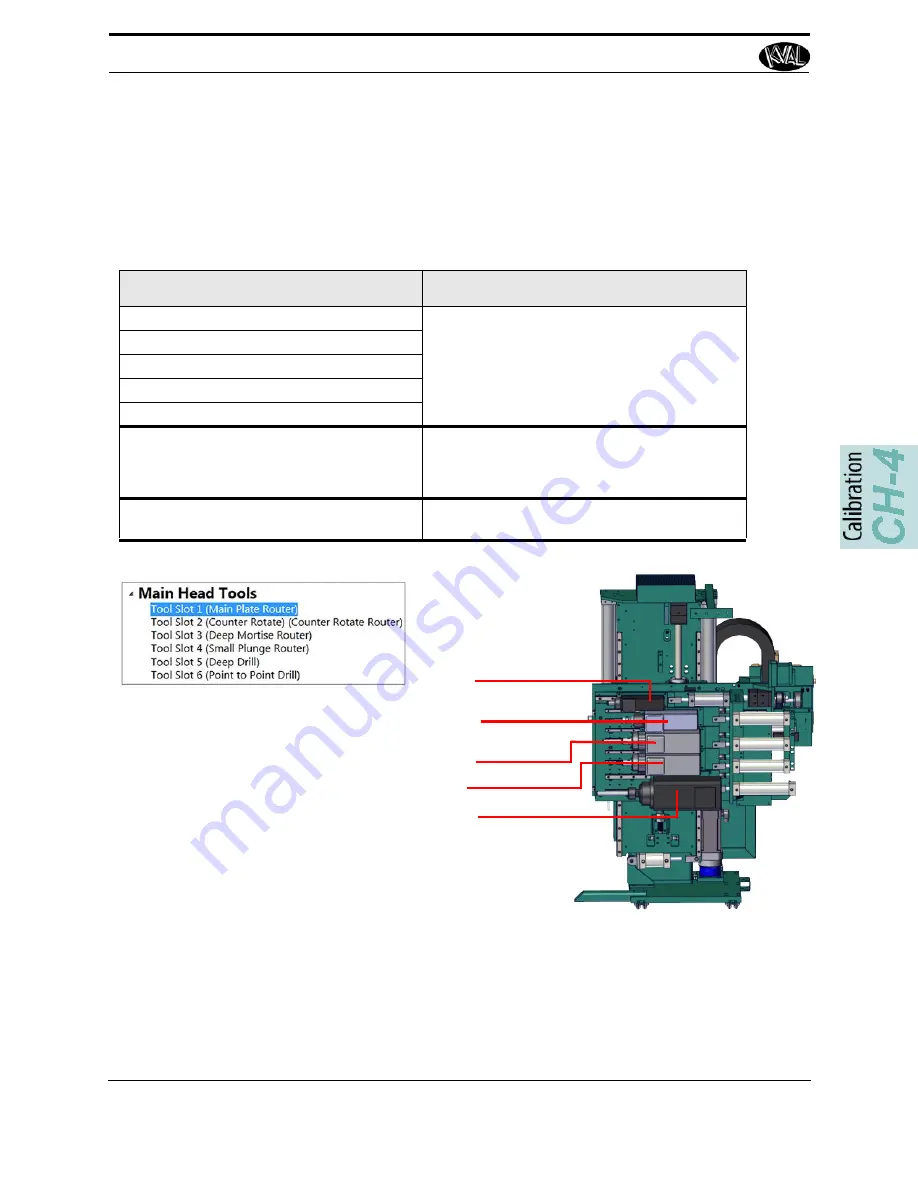
Tool Slot Identification
Identify the tools that need to be calibrated.
Note:
The Figure below shows an example of a fully loaded
Cutter Head
. Options may
vary, however the tool slot designators will have the same locations.
Tool Location
Parameter
Tool Slot 1
Axis Y
Axis X
Axis Z
Diameter Offset
Tool Slot 2
Tool Slot 3
Tool Slot 4
Tool Slot 5
Tool Slot 6
Axis Y
Axis X
Axis Z
Chisels
Axis Y, Axis X, and Axis Z of each discrete
corner.
Tool Slot 4:
Tool Slot 2:
Tool Slot 3
Tool Slot 1
Tool Slot 6:
Summary of Contents for Edge-SS
Page 4: ...KVAL Edge SS System Operation Manual ...
Page 6: ...KVAL Edge SS System Operation Manual ...
Page 12: ...KVAL Edge SS Manual Table of Contents ...
Page 49: ...About Revisions 2 16 KVAL Manual ...
Page 84: ...Common Terms 2 51 KVAL Manual FIGURE 2 11 Example of a Validation Report ...
Page 147: ...About the Nodes 5 21 KVAL Operation Manual ...
Page 149: ...Index Kval Edge SS clean up 12 inspect 12 ...
Page 150: ......
Page 151: ......







































































