












KYOCERA Corporation
SERIES 7129 INSTRUCTION MANUAL
No.:205-03-305
106-03-004
PAGE 6/12
3-3. 実装について
MOUNTING
(1)
実装の際には、接触部及びテール部に不要な外力が加わり、変形等が生じないようにご注意下さい。
Please make sure that the product is free from deformity caused by
the unnecessary stress to the contacting
points and the tail
.
(2) 自動実装の際には、弊社推奨パターン図でのクリームはんだ印刷および実装をお願いします。
(プリント基板寸法の詳細につきましては、弊社製品図面をご参照下さい。)
When the connectors are automatically mounted
,
please apply cream soldering printing in the process in
accordance with the pattern chart of our recommendation (For detailed dimensions of the printed circuit
board, please refer to our product drawings.)
(3) クリームはんだ印刷時のスクリーン厚さは、0.10mm をお勧め致します。
0.10mm is recommended for the thickness of screen of the cream solder printing.
(4)
実装条件が弊社推奨リフロー温度プロファイル条件と異なる場合は、あらかじめ実装後に
コネクタの変形、変色が無いことをご確認の上、実装を行って下さい。
When the mounting condition differs from those of our profile in any way
,
please make sure that you do
not observe any deformity nor discoloration with the mounted connector beforehand
.
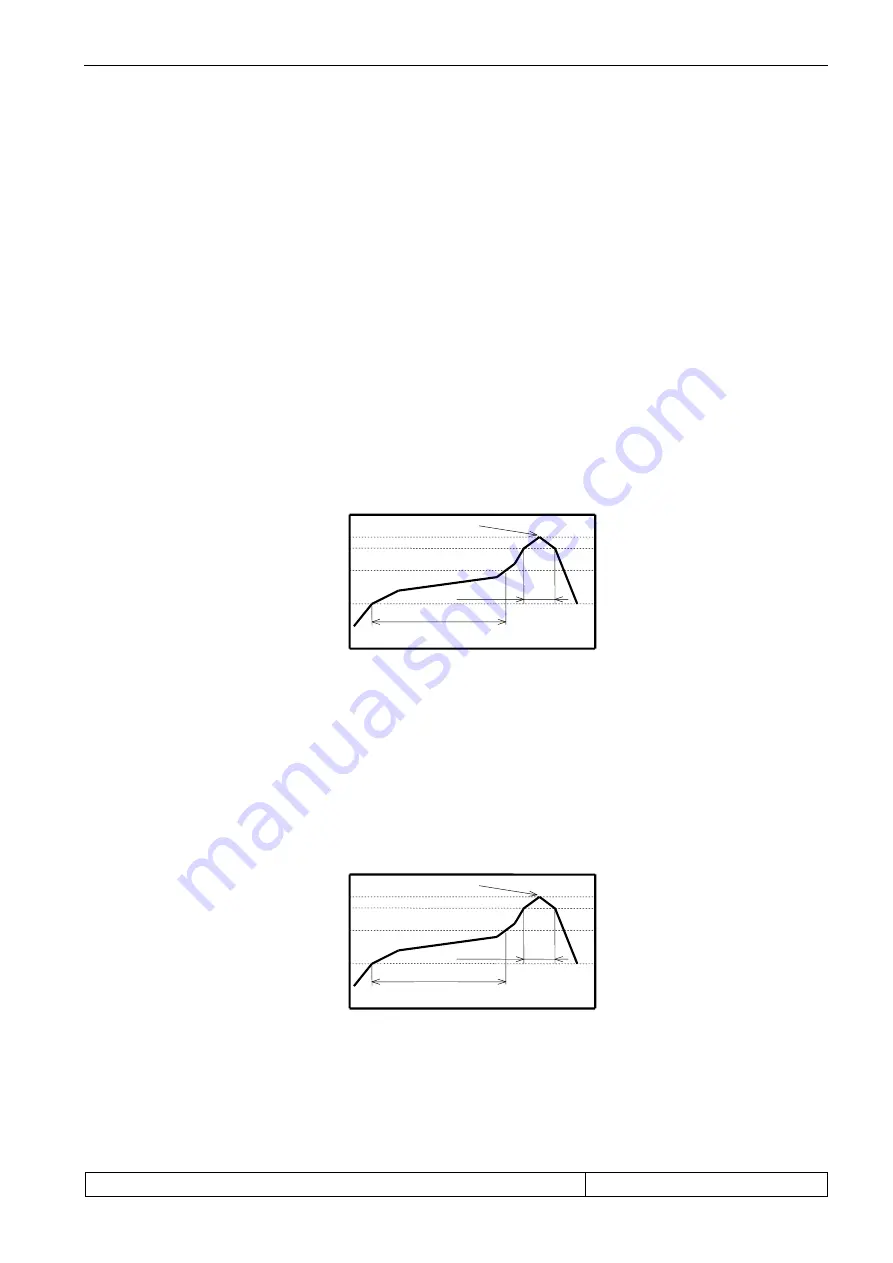
(5)
N
2
リフローによるはんだ付けは、O
2
濃度が 1000ppm 程度で下記に示す弊社リフロー温度プロファイル
条件での実施を推奨致します。なお、リフローは 2 回以下を推奨します。( Solder : Sn-3Ag-0.5Cu )
For the soldering through N
2
reflow
,
please apply our recommended temperature and profile condition as
the chart below under the condition of 1000 ppm of O
2
level
.
And, the reflow recommend 2 times or less.
( Solder : Sn-3Ag-0.5Cu )
45±15 s
250
220
180
150
PEAK
PRE HEAT
TIME(s)
90±30 s
T
EM
P
O
N
T
HE
P
A
RT
S
(℃
)
45±15 s
250
220
180
150
T
EM
P
O
N
T
HE
P
A
RT
S
(℃
)
PEAK
PRE HEAT
TIME(s)
90±30 s







































































