











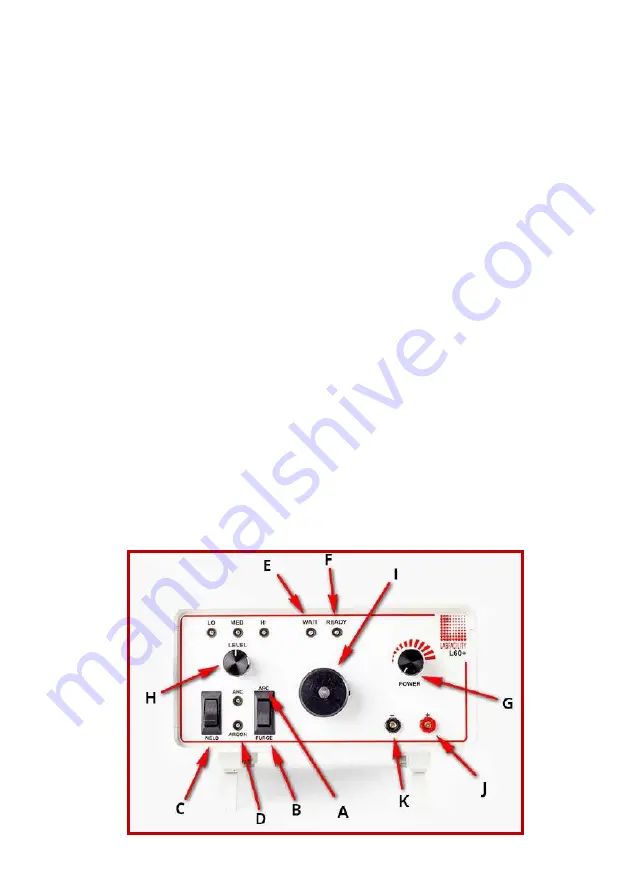
Front Panel Controls
A. Arc
Argon gas and weld current controlled by
the “Weld” switch. LED indication.
B. Purge
Allows the gas line and electrode shield to
be purged of air prior to a new welding period
C. Weld Switch
Initiates a welding operation (in “arc” mode
also opens the Argon valve).
D. Argon LED
Indicates when the Argon control valve is
open and gas is flowing.
E. Wait LED
Glows when weld charge is building.
F. Ready LED
“Ready to Weld” indication.
G. Power
Rotary control of the capacitor charge voltage.
H. Level selector
Selects the total capacitance available giving
the following values with LED indication.
“LO” = 0 to 6 Joules
“MED” = 0 to 28 Joules
“HI” = 0 to 64 Joules
I. Electrode Holder
Holds the replaceable carbon electrode which
is accessible by removing the outer Argon
Shield.
J. Red socket
Output socket for using the pliers supplied.
K. Black socket
Output socket, this provides an additional
earth point if required.
-
4
-







































































