



























MHP Operating & Maintenance Manual
15
SWIFT-LOCK TEETH MAINTENANCE
When the jaw teeth are worn or cracking, performance is decreased and the teeth need to be replaced.
Removing the Upper Teeth
1.
Locate flat, hard ground and place the attachment
on the ground.
2.
Remove the washers, on each sides of each
tooth, using a grinder.
Note: The washers are welded into place.
3. Use a soft metal drift and a mallet to drive out the
tooth pin.
4. Remove the tooth from the receptacle.
Note: The retainer ring may fall out when removing the
teeth. Do not lose the retainer ring.
5. Insert the retainer ring in its place and insert a
new Swift-Lock tooth.
6. Insert the tooth pin and weld the washers in place.
Note: Insert the tooth pin so that the pin groove will
line up and seat in the retainer ring.
Removing the Lower Tooth Platen
1. Remove (6) M30 cap screws from the bottom of
the lower jaw. Do not reuse the cap screws.
2.
Remove the Lower Tooth Platen.
Note: There are 3 dowel pins press fit into the Lower
Tooth Platen for positioning. Insert new dowels into the
new Lower Tooth Platen.
3. Install a new Lower Tooth Platen. Apply Loctite
262 to the installation bolts and torque to 1350 ft.
lbs. (1850 Nm).
• Wear personal protection equipment at all
times. This includes eye protection, hard hat,
steel toe shoes, leather gloves and hearing
protection.
• Swift-Lock Teeth are very heavy. DO NOT
remove a tooth pin if the tooth is not
supported. The tooth may fall and cause injury.
MAINTENANCE
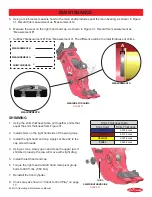
SWIFT-LOCK TEETH REMOVAL
Figure 16
SWIFT-LOCK
TEETH
TOOTH PIN
RETAINER
RING
WASHER
LOWER TOOTH
PLATEN
TOOTH
RECEPTACLE







































































