





























Page. 52
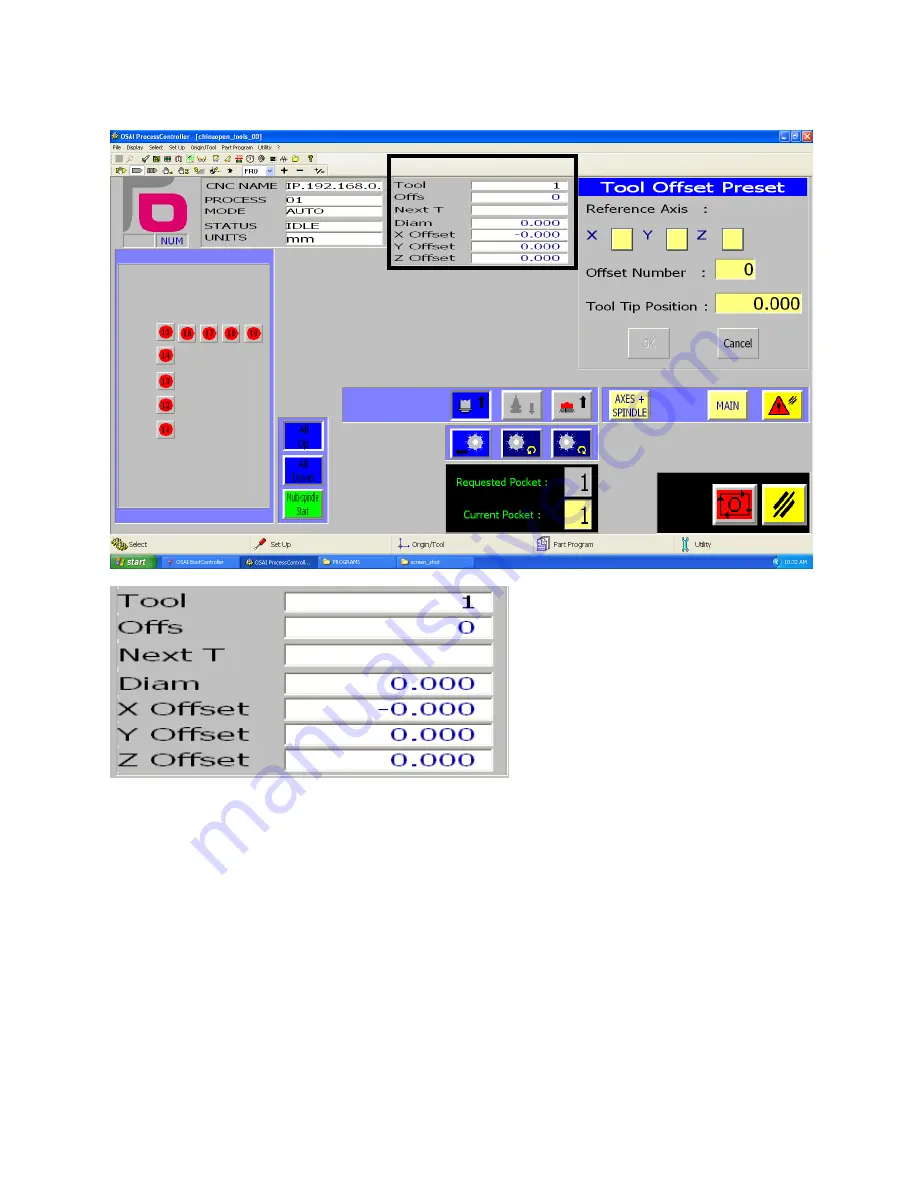
Tool Display Section
This section displays information regarding the tools. The machine can hold 8 tools in the tool changer.
The tools are numbered from 1 through 8. Each tool has its own diameter and X, Y, Z offset data.
Here are the descriptions of each fields of display:
Tool – Tool number of current tool in spindle
Offs – The tool number whos offset is used.
Next T – Tool number of the next tool to be picked up according to the active G-Code. This only
functions when the G-Code is running.
Diam – Diameter of the curent tool.
X Offset – the X offset of the current tool, this is factory set and is only used by Laguna Tools technician.
Y Offset – the Y offset of the current tool, this is factory set and is only used by Laguna Tools technician.
Z Offset – the Z offset of the current tool, this is the tool length compensation for the current tool.
Summary of Contents for MCNC SS3 5x10 HSD NO Drill Block
Page 2: ......
Page 50: ...Page 50 Tool Screen...
Page 83: ...Page 83 9 Click the Part Program button 10 Select Activate Part Program...
Page 84: ...Page 84 11 If the directory isn t expanded click on the sign next to expend it...
Page 85: ...Page 85 12 Select PROGRAMS drive...
Page 89: ...Page 89 18 Click on the run button The machine will start executing the G Code file...
Page 91: ...Page 91 21 To Stop the program completely press the Reset button...
Page 93: ...Page 93 4 Click on the MPG Run button to activate it...
Page 99: ...Page 99 2 Manually input the command in the command box 3 Click confirm...
Page 107: ...Page 107 8 Click Auto mode button to exit the MDI mode...
Page 112: ...Page 112 3 Click on the run button The machine will start the memory search...
Page 118: ...Page 118 8 From the security window click on the Restore button 9 Click on the browse button...
Page 122: ...Page 122 15 Click on the rocket symbol to access the boot control window...
Page 123: ...Page 123 16 Click on the Normal mode button 17 Click Boot then click Shutdown...







































































