





























15
Halted Feeding
If the in-feed roll takes stock away from you while feeding, then feeding stops before
contacting the knives, the chipbreaker is probably too low. Or the in-feed roller is not set low
enough, or does not have enough pressure. In a similar situation, the in-feed roll takes the
stock, the chipbreakers lift, and stops as you hear the knives contact the material. In this
case the pressure bar is too low. Follow the steps on pages 12-14 for setting the in-feed
roller, chipbreaker, pressure bar and outfeed rollers in relation to the cutterhea
d.
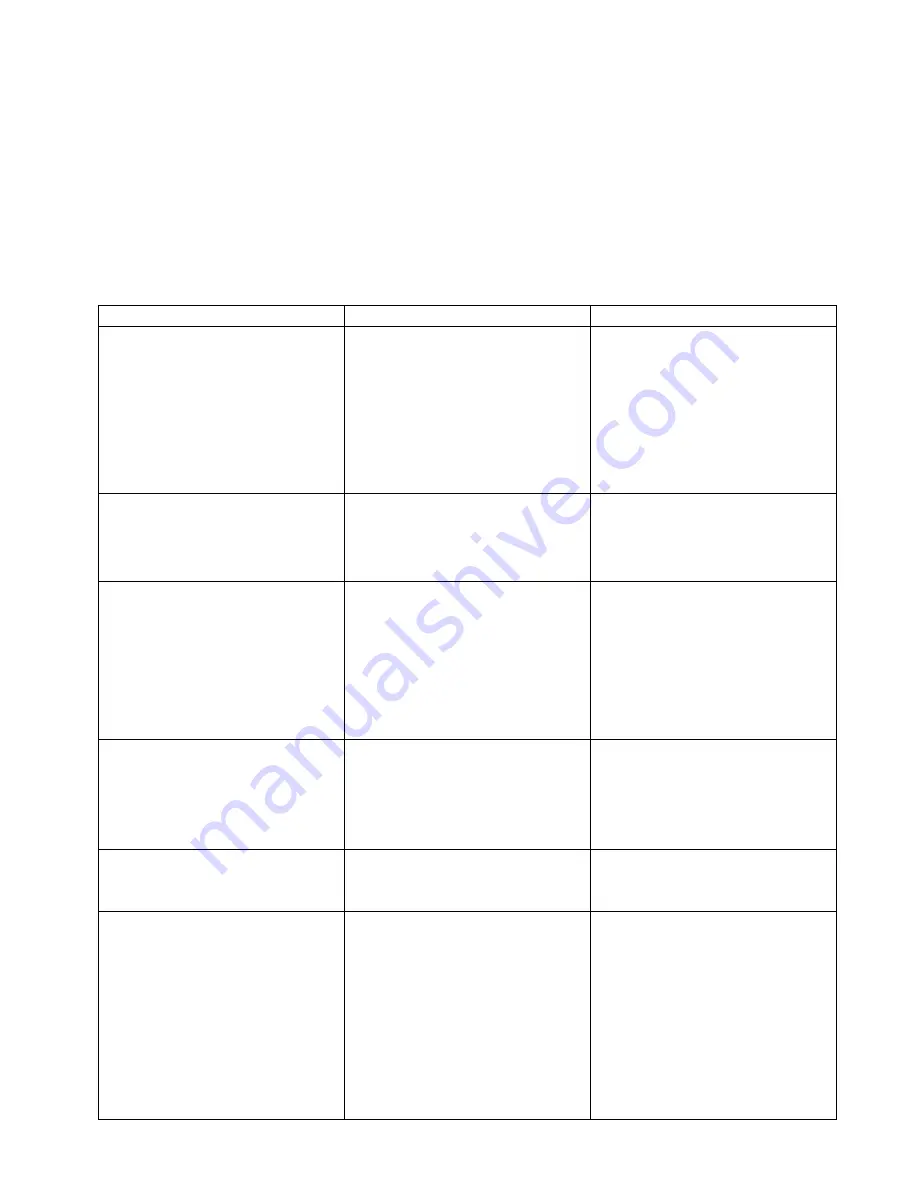
Troubleshooting
Description of Symptoms
Possible Cause
Corrective Action
Machine will not start
1. Fuse blown or circuit breaker
tripped
2. Cord Damaged
3. Not connected to power
source
4. Connected to wrong voltage
5. Top cover is open
6. Emergency stop button
pressed
1. Replace fuse or reset circuit
breaker
2. Have cord replaced
3. Check connection
4. Check voltage
5. Close top cover
6. Rotate emergency stop button
clockwise until it pops out
Cutterhead does not come up to
speed
1. Low current
2. Motor not wired for correct
voltage
1. Contact local electric
company
2. Refer to motor nameplate for
correct voltage
Workpiece stops when feeding
1. Too much material being
removed in one pass
2. Chipbreaker or pressure bar
set too low
3. Insufficient pressure on in-
feed or out-feed rollers
1. Reduce the amount of
material being removed
2. Raise the Chipbreaker or
pressure bar per Figure 12,
page 12
3. Increase pressure on in-feed
or out-feed rollers per Figure
12, page 12
Snipe
1. Incorrect setting for in-feed,
out-feed rollers, pressure bar
or chipbreaker
2. Inadequate support of long
boards
3. Table rollers not set properly
1. Adjust feed system per Figure
12, page 12
2. Support long boards with
extension rollers
3. Adjust table rollers until
desired results are achieved
Fuzzy Grain
1. Planing wood with a high
moisture content
2. Dull knives
1. Allow wood to dry properly
2. Sharpen knives
Poor feeding of lumber
1. Inadequate feed roll pressure
2. Planer bed dirty
3. V-belts slipping
4. Dirty feed rollers
5. Incorrect setting for in-feed,
out-feed rollers, pressure bar
or chipbreaker
1. Adjust feed roll tension or
lower feed rollers
2. Clean pitch and residue off
table with a non-flammable
solvent
3. Increase v-belt tension
4. Clean feed rollers with a non-
flammable solvent
5. Adjust feed system per Figure
12, page 12
Summary of Contents for MPLAN25-10-1-0130
Page 17: ...16 PARTS DIAGRAMS...
Page 18: ...17...
Page 19: ...18...
Page 20: ...19...
Page 21: ...20...







































































