




























25
12-b
12-c.
Wrapping Abrasive Strips
Note: When using Pre-Marked
™
or Pre-Cut
™
abrasives, not all of the steps below are necessary.
Proper attachment of the abrasive strip to the drum
is critical to achieving top performance from your
SuperMax Tools drum sander. Abrasive strips do not
have to be pre-measured. The end of the roll is first
tapered and attached to the left (outboard) side of the
drum. Then the strip is wrapped around the drum,
and the second taper is made for attachment to the
right (inboard) side of the drum. To attach a strip to
the drum, follow the procedure below.
1.
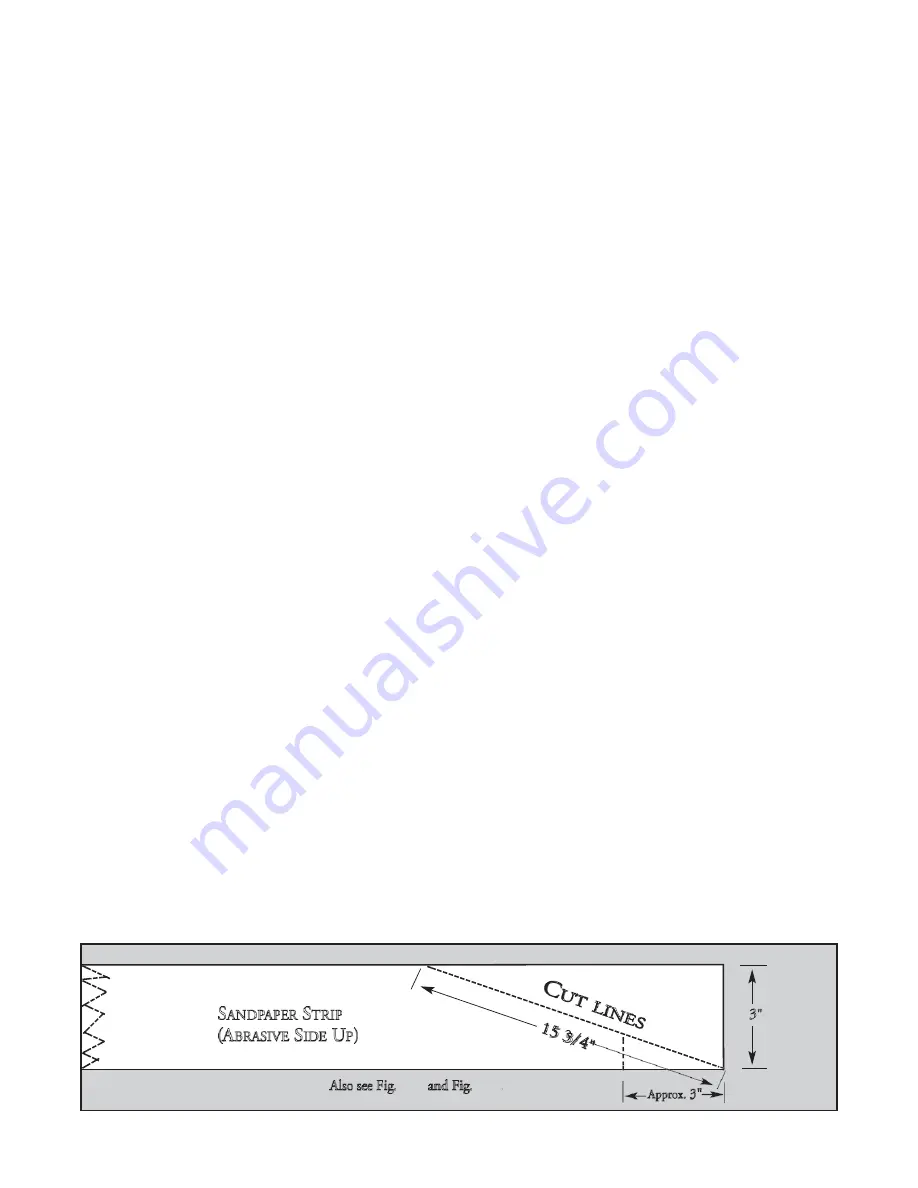
Mark and cut a taper at one end of the roll as
shown in Fig. 16a. Because the tapered end should
use most of the left (outboard) slot width, its end
must be trimmed (Fig. 16B and 16C). Raise the
clip lever on the left (outboard) side of the drum
(Fig. 16D). Insert the tapered end through the slot
and into the fastener so that it uses most of the
width of the slot. Release the clip lever to securely
hold the strip end in the fastener.
2.
Wrap the strip around the drum, being careful
not to overlap the windings. The tapered cut of
the strip end should follow the edge of the drum.
Continue to wrap the abrasive in a spiral fashion by
rotating the drum with your left hand and guiding
the strip with your right hand (Fig 16E). Successive
windings of the strip should be flush with previous
windings without any overlap.
3.
Mark the trailing end of the strip where it crosses the
right (inboard) end of the drum (Fig. 16F). From
this point, cut a taper as was done with the starting
edge of the strip. (The taper on the remaining roll
can be used as the taper for the starting edge of the
next strip to be cut.)
4.
With the trailing edge of the strip properly cut,
rewrap the drum and insert the tapered end
through the slot in the right (inboard) end of the
drum. Insert the tapered end into the inboard take-
up fastener. Pull up on the clip lever to open the
clip, and pull the take-up lever to the top as shown
(Fig. 16G). After inserting the strip end, release the
clip lever by moving your index finger toward the
drum slot. This allows the clip to retain the abrasive
while holding the take-up lever in an
“up”position.
5.
The take-up fastener is designed to automatically
take up any slack caused by stretching of the
abrasive strip.
Important: Position the abrasive
strip in the slot with sufficient room between the
inside of the slot and the tapered end of the strip to
allow it to be pulled into the drum as needed (Fig.
16H). Note that not leaving enough space between
the strip and the inside of the slot will prevent the
take-up fastener from operating properly.
6.
The abrasive strip may stretch enough in use to allow
the take-up lever to reach its lowest position so it no
longer is able to maintain tension on the strip (Fig.
16I). If this occurs, it will be necessary to reset the
take-up lever by raising it, pushing the strip end into
the slot, and then releasing the clip lever.
Note:
A sandpaper cleaning stick may be used to
remove deposits and help extend sandpaper life. To
use, operate the sanding drum with the dust cover
open. (
Caution:
For your own safety, always wear eye
protection while performing sandpaper cleaning, and
take all precautions to avoid any contact of hands or
clothing with uncovered drums.) Hold the cleaning
stick against the rotating drum and move it along the
drum surface. It is good procedure to use a shop brush
to remove any cleaning stick crumbs from the drums
before resuming sanding operations.
Fig. 16 Marking and cutting taper on strip.
S
ANDPAPER
S
TRIP
(A
BRASIVE
S
IDE
U
P
)
Approx.
3"
Also see Fig.
16-b
and Fig.
16-c
3
"
Summary of Contents for SuperMax 19-38 Combo
Page 1: ...19 38 Combo Brush Drum Sander Owner s Manual Lagunatools com SKU 219383...
Page 31: ...31...
Page 34: ...34 34...
Page 36: ...36...
Page 39: ...39...







































































