


























Summary of Contents for SuperMax 25x2
Page 1: ...OWNERS S MANUAL 25x2 SuperMax Drum Sander LagunaTools com...
Page 36: ...36 STAND ASSEMBLY...
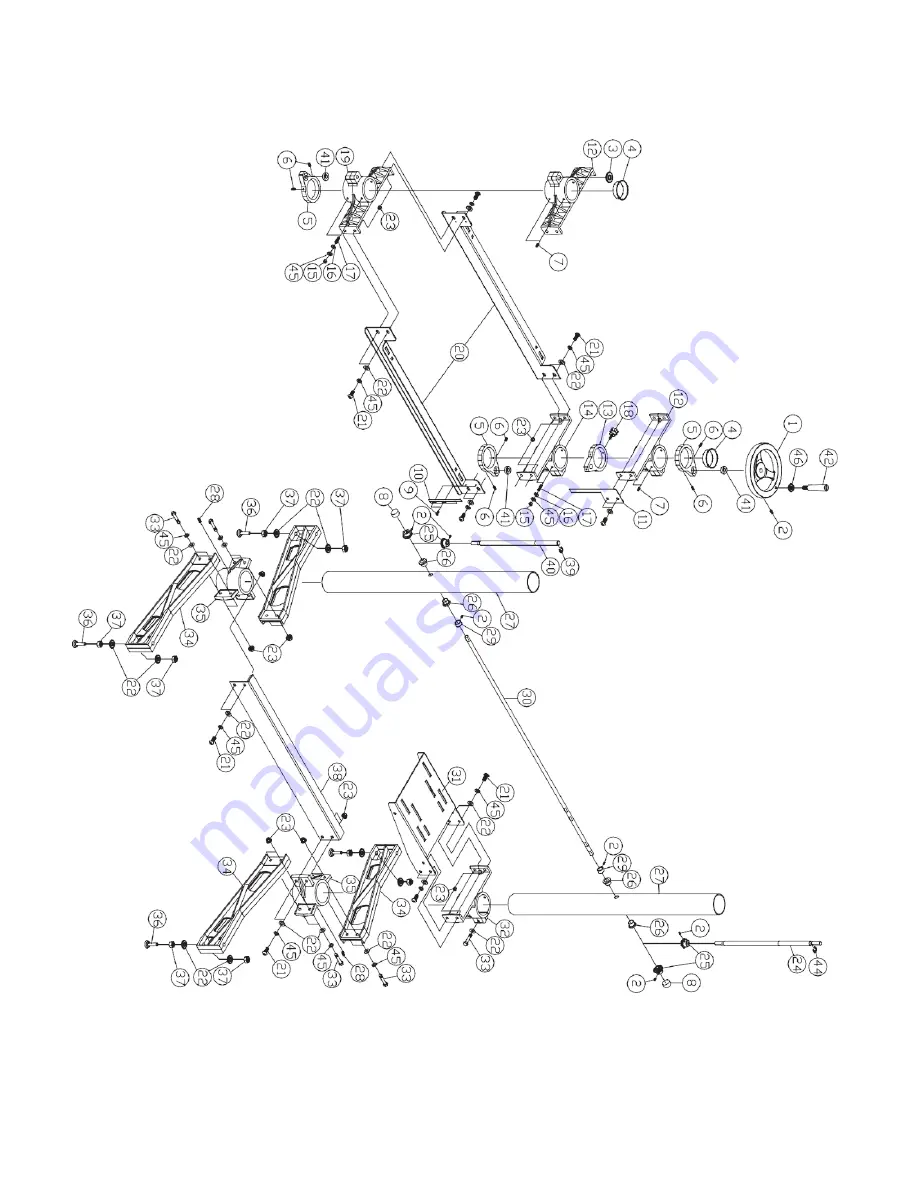
Page 39: ...39 DUAL DRUM HEAD ASSEMBLY...
Page 43: ...43 CONVEYOR MOTOR...
Page 45: ...45 CS DE S CURIT...
Page 1: ...OWNERS S MANUAL 25x2 SuperMax Drum Sander LagunaTools com...
Page 36: ...36 STAND ASSEMBLY...
Page 39: ...39 DUAL DRUM HEAD ASSEMBLY...
Page 43: ...43 CONVEYOR MOTOR...
Page 45: ...45 CS DE S CURIT...







































































