





















Operation & Maintenance Manual
06
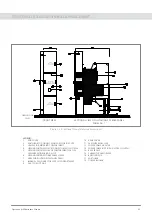
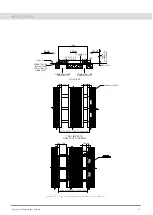
STRUCTURAL DETAILS & GENERAL ARRANGEMENT
panel may start dropping and may fall to 1.25 bar. In this case
the operator needs to shutdown the panel and has to check it
for leakage. Once the leakage is identi ed and is welded, air is
lled in the panel to check, if the weld has removed the leakage
and there is no further leakage, after which the SF6 gas is lled
in the equipment at a desired pressure of 1.35 bar. The detailed
procedure for Vacuuming and Gas
lling is provided in
Annexure-A. After the gas lling is completed the Power
Frequency Withstand Test should be done at sight.
Note:
For quality and purity of SF6 gas refer the quality
certi cates of the producers and manufacturers of SF6.







































































