





























Cubus / Cubus G
33
A1
A2
2.
1.
A1
A3
A2
A2
A1
4.
3.
A3
A2
<
0,15 mm / m = OK
Wanneer bij de X- of Z-as het verschil tussen punt A2 en A3 groter is
dan aangegeven als tolerantie nl. 0,15 mm / m, is een afstelling nodig.
Neem hiervoor contact op met uw vakhandelaar.
!
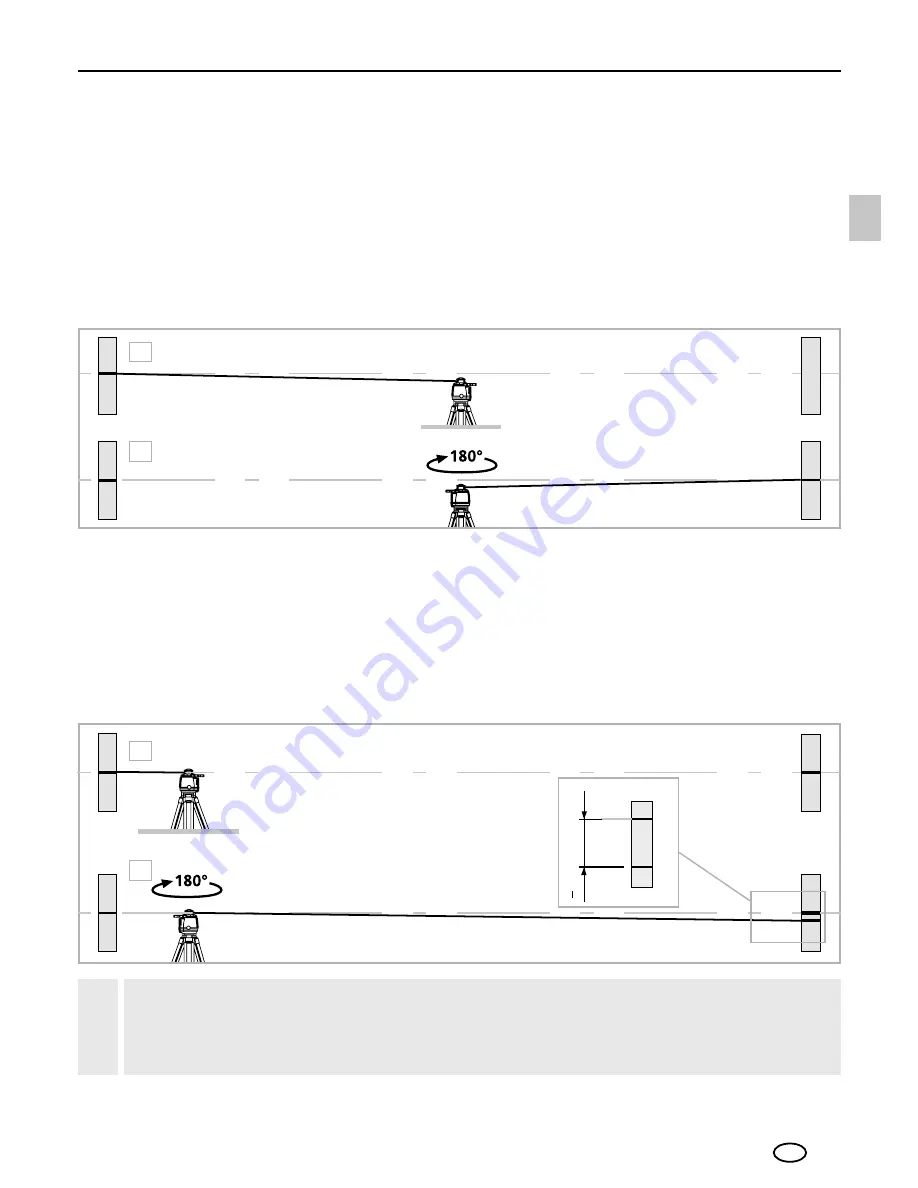
Kalibratie controleren
3.
Plaats het toestel zo dicht mogelijk tegen de wand ter hoogte van punt A1.
Richt het toestel uit op de X-as.
4.
Draai het toestel vervolgens 180° en markeer punt A3. Het verschil tussen
A2 en A3 moet binnen de tolerantie van de nauwkeurigheid zitten.
5.
Herhaal punt 3 en 4 voor de Y- en Z-as voor volledige controle.
Kalibratie controle voorbereiden
U kan de kalibrering van de laser controleren. Plaats het toestel in het
midden
tussen twee muren die minstens 5 meter van mekaar verwijderd zijn.
Schakel het toestel aan. Voor een optimale controle een statief gebruiken.
BELANGRIJK:
de Sensor-Automatic moet actief zijn (auto/slope-LED is uit).
1.
Markeer punt A1 op de wand.
2.
Draai het toestel 180° om en markeer het punt A2. Tussen A1 en A2
heeft u nu een horizontale referentie.
NL































































