




























72 Troubleshooting
Preventive maintenance
. A properly maintained unit
will achieve higher compaction rates than
one that is poorly maintained. The condition of the hydraulic system, pump, main relief setting
and the condition of the operating cylinder seals will all have an effect on unit performance and
compaction. Some chassis components will also affect compaction. The engine speed during
packing and the condition of the clutch assembly in a standard transmission may
also affect
compaction.
Compaction rates of a unit will depend on the season,
the type of trash, the weather and the operation
and maintenance of a unit. If the unit packs relatively consistent loads and has been properly
maintained according to the Service Manual, then it is safe to assume that it is getting maximum
compaction for your particular
conditions.
Dieseling in Hydraulic Systems
Any hydraulic system should be a sealed environment
free of foreign material including air. Unlike
solid contamination, air is compressible and contains oxygen. It is these two (2) properties of air
contamination that provide the elements needed to support the phenomenon known as dieseling.
Dieseling can only occur when the elements of fuel, oxygen and heat are all present at the same time.
In the hydraulic system the hydraulic fluid is the fuel. The presence of air provides not only the
oxygen to support combustion, but also the means for generating sufficient heat to ignite the fuel/air
mixture. When air is rapidly compressed, heat is generated. A rapid pressure change of only 600
PSI
may be enough to generate the heat required to ignite the fluid and mixture. The oxygen in the heated
compressed air and the hydraulic fluid ignite resulting in dieseling. The ignitions that result from
dieseling in the hydraulic system are small in size and many may be needed to eventually
damage a
piston seal to the extent that bypass will occur.
“Where does the air come from?” The answer is that the
air comes out of the fluid itself. Hydraulic
fluid can contain 10% air by volume. As the pressure on the fluid increases, the amount of air that can
be absorbed also
increases.
Now we know that the air is most likely present in the
fluid, but the next question is, “How does the
air get out of the fluid?” The air, while it is in suspension, will pose no problem to the operation of the
hydraulic system. But once it is separated into bubbles then all the factors are present to support
combustion. The air in suspension can be separated when the fluid is subjected to a negative pressure
(vacuum) of as little as 3.5
PSI. This can occur when the fluid is squeezed through a restriction or an
orifice. The resulting pressure decreases can be sufficient
to allow trapped air to separate from the
fluid.
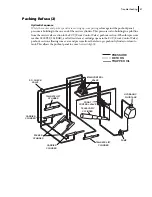
A good example may be a front-mounted pump dry valve
system. In the dry mode of operation,
system hydraulic fluid is drawn through a small orifice. This provides lubrication and cooling for the
pump, but also provides a perfect situation for air separation. In addition, the flow regulator bypass at
the pump output is returned back to the pump input. This recirculates the fluid/air and allows for
the
separation of even more air.
In cases where the seals in cylinders appear to be burnt
or melted, consider the possibility of air
ingestion. The
following suggestions may help in eliminating this problem:
Ensure that the pump suction connections are tight.
It is possible for a suction hose connection to
allow
air in without leaking any fluid out.
The pump shaft seal can allow air into the system. Replace if the seal is suspect.
Check for air ingestion around the packings on the ball valve stem. Replace the ball valve if
suspect.
Summary of Contents for 2R-III
Page 1: ...2R III MAINTENANCE MANUAL...
Page 2: ......
Page 3: ...2R III MAINTENANCE MANUAL...
Page 5: ......
Page 6: ......
Page 20: ...10 Introduction...
Page 42: ...32 Safety...
Page 58: ...48 Preventive Maintenance Figure 5 1 Hydraulic tank w return filter 1 2 3 4 5 6 7 8...
Page 66: ...56 Preventive Maintenance...
Page 102: ...92 Troubleshooting...






















































