





























Summary of Contents for Premier 4
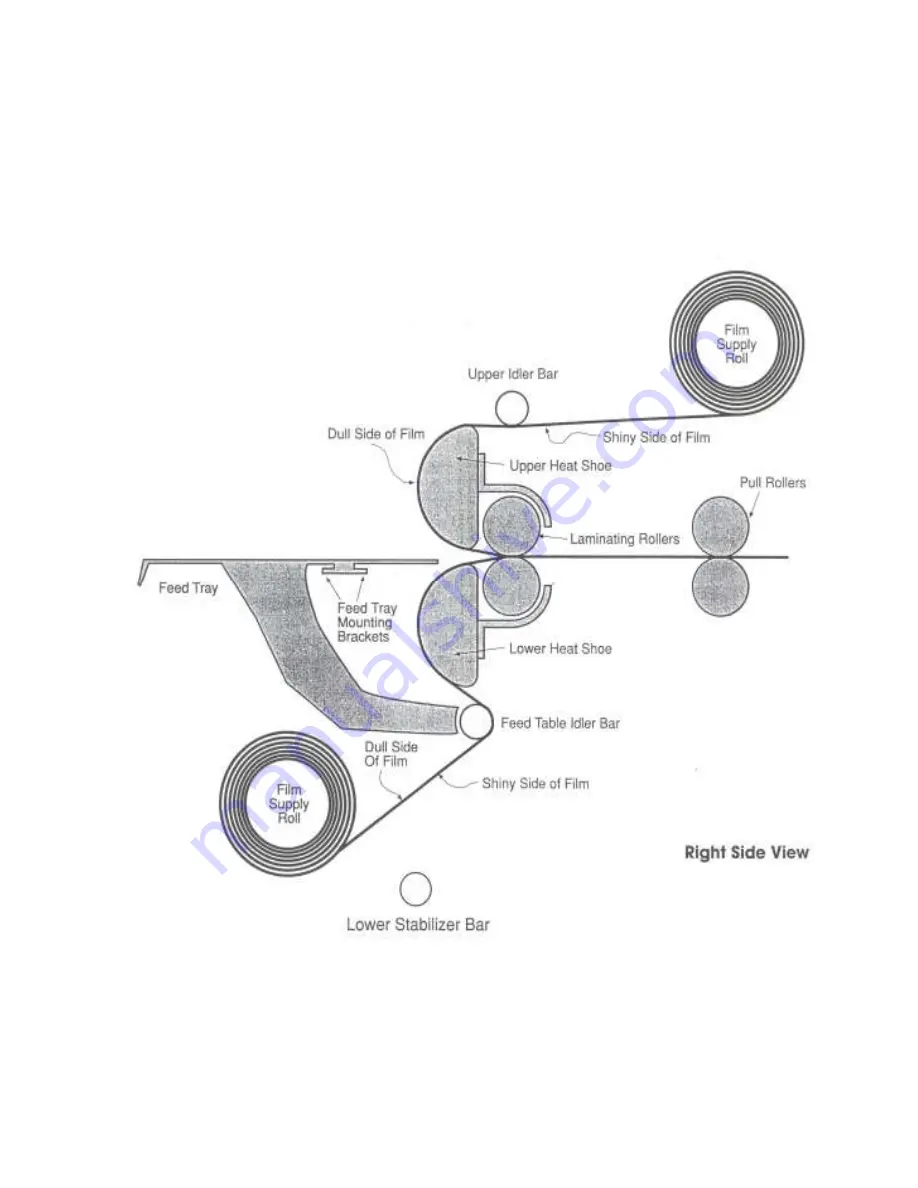
Page 25: ...25 5 3 FILM THREADING DIAGRAM ...
Page 43: ...43 ...
The Ledco Premier 4 Operation Manual is a must-have for users seeking comprehensive guidance on operating this outstanding product. Download the manual for free from 88.208.23.73:8080 to quickly and easily access all essential information needed to maximize the capabilities of your Ledco Premier 4.
Page 25: ...25 5 3 FILM THREADING DIAGRAM ...
Page 43: ...43 ...






























































