





























2020-02
CANVASA II + II can filling machine operating manual
15
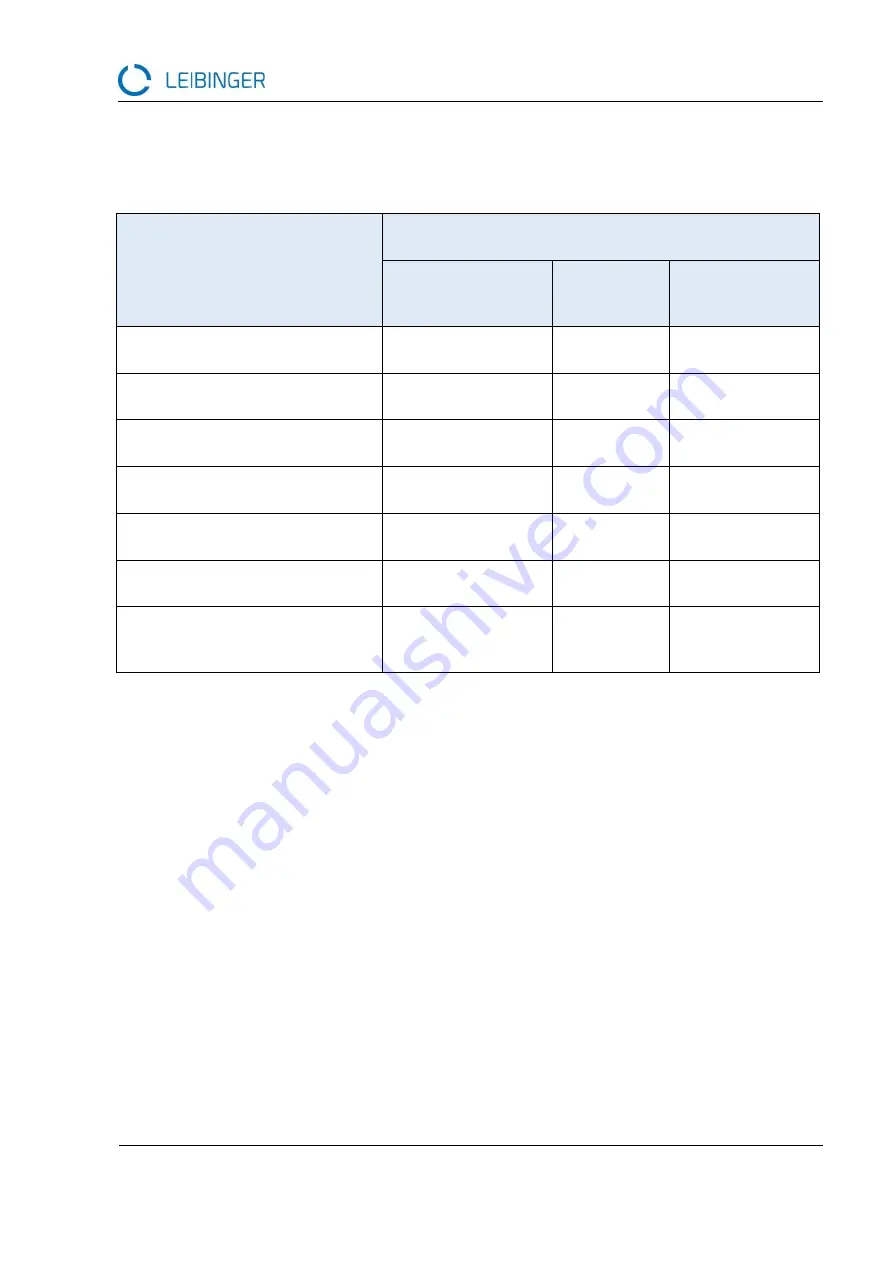
Qualification for certain activities
Activity
Qualification
Trained operators
Specialist per-
sonnel
Qualified electri-
cians
Operation in set-up mode
●
Operation in automatic mode
●
Set-up, changing the set-up
●
Troubleshooting
●
●
●
Maintenance
●
●
Work on electrical equipment
●
Work on pneumatic or hydraulic
equipment
●







































































