





























2020-02
CANVASA II + II can filling machine operating manual
29
Operation
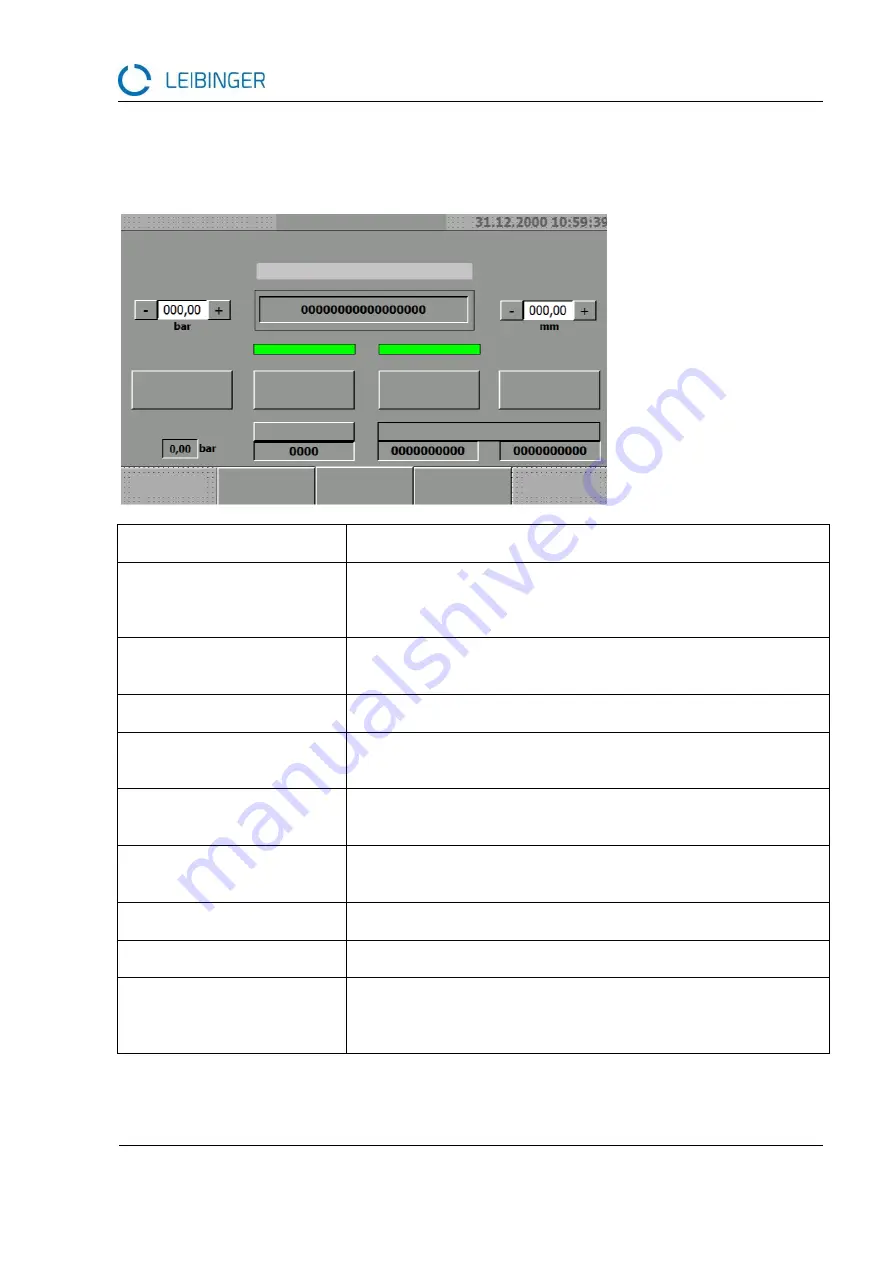
Press “Operation” after the start screen appears. The following screen appears:
Product
Displays the active product
Preload pressure
The desired differential pressure is entered. The preload pres-
sure is then calculated from the inlet pressure and the differen-
tial pressure.
Offset filling end
Moves the end position of the filling process upwards to correct
the filling quantity upwards
Green bars
“Ready for can insertion” signal
Sealing process
Activates the sealing process; the cans are not sealed if this
function is not selected
High-pressure injection heat-
ing
Switches the high-pressure injection heating on/off
Emptying ON
Runs the system empty. Cans that are already in the machine
are automatically fully filled and sealed. Do not insert new cans!
Reset can counter
Resets the resettable can counter
Inlet pressure
Displays the pressure at the product infeed
Cans per h
Shows the projected output per hour, based on the duration of
the last work cycle. Selecting this option opens a submenu
showing the cycle times for the individual processes.
Operation
Lid slide full
Attention: Water pressure too low
Reset can
counter
Emptying ON
High-pressure injection
heating
Sealing process
Menu
Messages
Control unit on
Product manage-
ment
BACK
Can counter
Cans per h
Inlet pressure:
Preload pressure:
Offset filling end:







































































