





























38
Ot 3000
DESPIECE - PIEZAS SUJETAS A DEGASTE - NOMENCLATURAS
LEROY-SOMER
3996 - 06.2007 / e
5.4 - Anillos de apriete Ot 3233 - 3533
5.4.1 - Montaje
Limpiar el eje.
1 -
Lubricar levemente los componentes (no utilizar aceite
con aditivos bi-sulfurados de molibdeno o de alta presión; ni
grasa).
2 -
Insertar la pieza expansible dentro del eje hueco.
3 -
Apretar los tornillos de manera gradual y uniforme, en
secuencias continuas hasta alcanzar el par de apriete de los
tornillos indicado en la tabla. Es necesario apretar varias veces
los tornillos para alcanzar el par de apriete indicado.
Desmontaje
1 - Aflojar todos los tornillos en secuencias continuas y
graduales (no quitar los tornillos de las roscas).
Normalmente, la pieza expansible debe desbloquearse.
2 - Retirar, de haberlo, el óxido que se haya formado sobre el
eje y el eje hueco.
5.4.2 - Despiece anillos de apriete
5.4.3 - Nomenclatura anillos de apriete
Ot 35 Ot 34 Ot 33 Ot 32
Par de apriete de los tornillos (N.m)
30
12
12
12
Ref.
Denominación
Ot
3233
Cant
Ot
3333
Cant
Ot
3433
Cant
Ot
3533
Cant
16
Cobertor anillo de apriete
1
1
1
1
204
Tornillo para cobertor anillo de apriete
2
2
2
2
302
Anillo de apriete
1
1
1
1
302
016
204
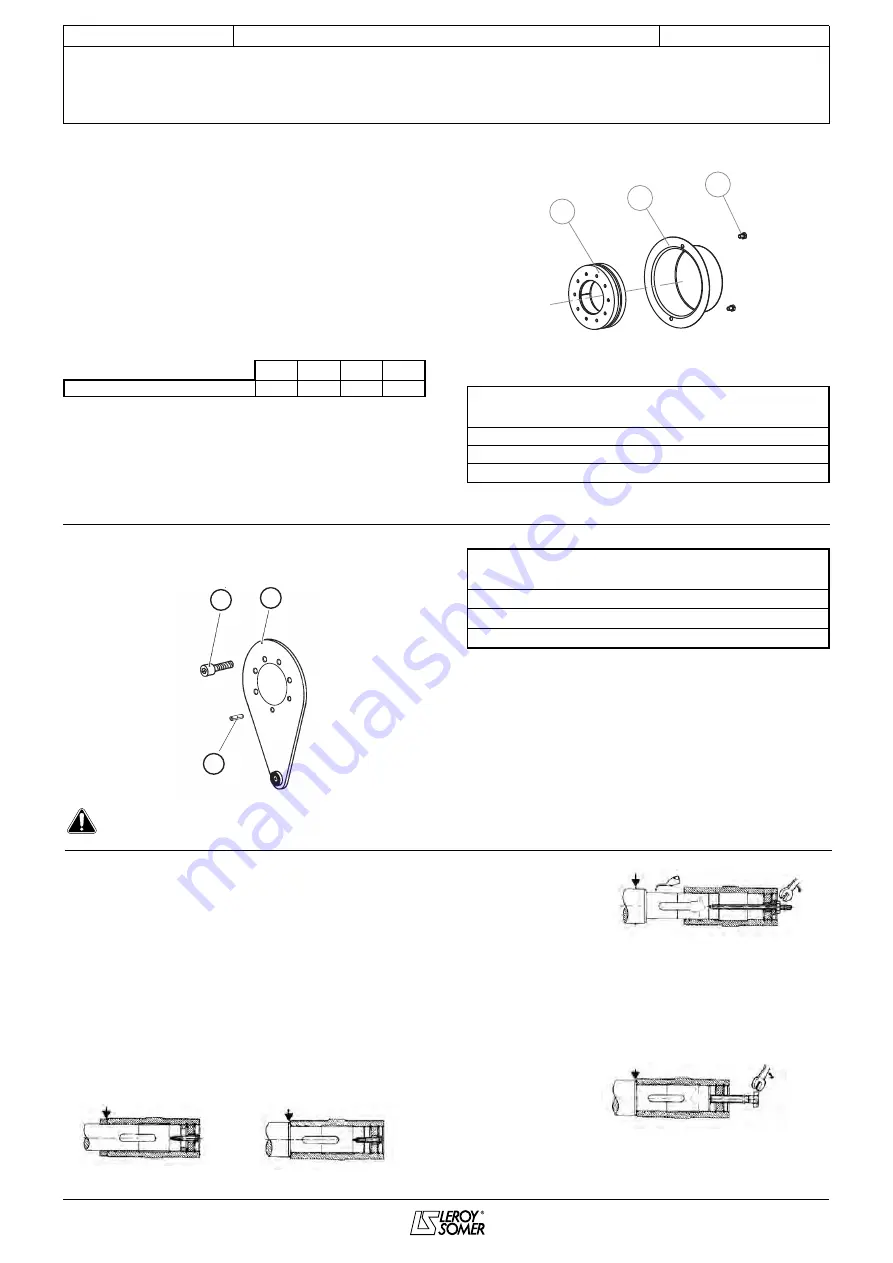
5.5 - Kit brazo de reacción
5.5.1 - Despiece brazo de reacción
Todos los tornillos de fijación deben ser apretados
hasta el 70 % de su límite elástico.
5.5.2 - Nomenclatura kit brazo de reacción
5.5.3 - Montaje brazo de reacción
El brazo de reacción (17) se fijará sobre el cárter por 3 de los
taladros de la cara lateral elegida, por medio de los tornillos
(187) suministrados. Centrar el brazo de reacción. Colocar el
pasador. Los tornillos deben de ser fijados con un adesivo
anaerobico (Loctite Freinfilet normal 243 por ejemplo) que
tendrá que resistir a las vibraciones y permitir el desmontaje
de los tornillos si fuera necesario.
Par de apriete de los tornillos de fijación
El apriete se realizará progresiva y simultaneamente en los
tornillos.
Ref.
Denominación
Ot
3233
Cant
Ot
3333
Cant
Ot
3433
Cant
Ot
3533
Cant
17
Brazo d e reacción
1
1
1
1
195
Tornillo para brazo de reacción
3
3
3
3
213
Pasador
1
1
1
1
Junta tóricaJunta tórica
Junta tórica
Junta tórica
Junta tórica
5.6 - Eje de salida hueco
1-
Cerciorarse que el eje cilíndrico esté fabricado siguiendo
las normas NF- E 22-175, con un ajuste : g6 (el eje hueco es:
H7).
2-
Cerciorarse que la chaveta sea normalizada y el eje de
una longitud mínima, roscado en el extremo.
3-
Antes del montaje, desengrasar todas las piezas, teniendo
cuidado de no dejar caer disolvente en las juntas.
Efectuar una ligera lubrificación (pasta PAO) de las piezas en
contacto con el fin de evitar la corrosión.
Fijación en eje liso Fijación en eje con reborde
Montaje
El montaje debe efectuarse sin golpes, según el proceso
siguiente.
El reductor Ot se coloca en el eje de la máquina con la ayuda
del esparrago roscado, atornillado en el eje.
Atornillando la tuerca que se apoya en la arandela, se inserta
el eje en el hueco cilíndrico sin golpe.
Desmontaje
Tomar un tornillo cuyo diámetro corresponda al taladro del
eje y atornillar para extraer el eje.
195
17
213







































































