





























23
Overhead Welding
Various techniques are used for overhead welding. However, in the
interest of simplicity for the inexperienced welder the following
technique will probably take care of most of his needs for overhead
welding:
1. Use 1/8" (3.2mm) at 90-105 amps or 3/32" (2.4mm) at 60 amps
Fleetweld 180 electrode.
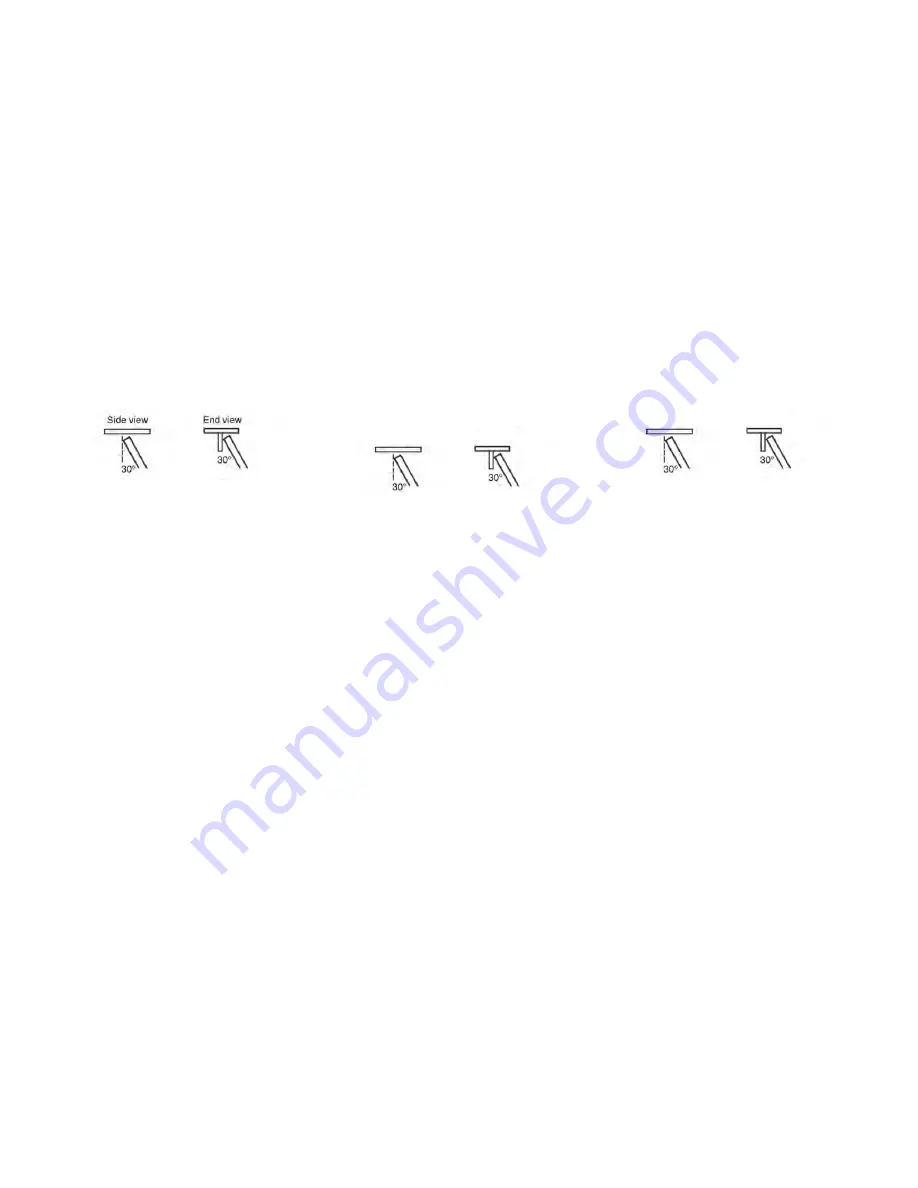
2. Put the electrode in the holder so it sticks straight out.
3. Hold the electrode at an angle approximately 30° off vertical,
both seen from the side and seen from the end.
The most important thing is to hold a VERY SHORT arc. (A
long arc will result in falling molten metal; a short arc will
make the metal stay.)
If necessary — and that is dictated by the looks of the molten
puddle — a slight back and forth motion along the seam with
the electrode will help prevent “dripping.”
Welding Sheet Metal
Welding sheet metal presents an additional problem. The thinness
of the metal makes it very easy to burn through. Follow these few
simple rules:
1. Hold a very short arc. (This prevents burn through, since begin-
ners seem to hold too long an arc.)
2. Use 1/8” (3.2mm) or 3/32" (2.4mm) Fleetweld 180 electrode.
3. Use low amperage. 75 amps for 1/8" (3.2mm) electrode, 40-60
amps for 3/32" (2.4mm) electrode.
4. Move fast. Don’t keep the heat on any given point too long.
Keep going. Whip the electrode.
5. Use lap welds whenever possible. This doubles the thickness of
the metal.
Hardfacing
There are several kinds of wear. The two most often encountered
are:
1. Metal to Ground Wear.
(Plowshares, bulldozer blades, buckets, cultivator shares, and
other metal parts moving in the soil.)
2. Metal to Metal Wear.
(Trunnions, shafts, rollers and idlers, crane and mine car
wheels, etc.)
Soudage au plafond
On utilise diverses techniques pour le soudage au plafond.
Toutefois, pour simplifier la tâche du soudeur inexpérimenté, la
technique suivante est probablement celle qui convient le mieux :
1. Utiliser une électrode Fleetweld 180 de 1/8 po (3,2 mm) à 90-
105 A ou de 3/32 po (2,4 mm) à 60 A.
2. Placer l'électrode dans le prolongement du porte-électrode.
3. Tenir l'électrode inclinée approximativement à 30˚ par rapport
à la verticale, quand on regarde depuis le côté et depuis l'ex-
trémité.
Il est important de maintenir un arc TRÈS COURT. (Avec un
arc long, le métal fondu tombe, avec un arc court le métal fondu
reste en place.)
Si cela est nécessaire (selon l'aspect du bain de fusion),
imprimer à l'électrode un léger fouettement le long du joint à
souder pour empêcher le métal fondu de s'égoutter.
Soudage de tôles
Le soudage de tôles présente un problème supplémentaire. La
faible épaisseur du métal fait qu'il est très facile de trouer la tôle.
Suivre ces règles simples :
1. Tenir l'arc très court. Ceci empêche de faire des trous étant
donné que les débutants semblent maintenir un arc trop long.)
2. Utiliser une électrode Fleetweld de 1/8 po (3,2 mm) ou de 3/32
po (2,4 mm).
3. Utiliser une faible intensité : 75 A pour l'électrode de 1/8 po (3,2
mm) et 40-60 A pour l'électrode de 3/32 po (2,4 mm).
4. Avancer rapidement. Ne pas laisser la chaleur trop longtemps
au même point. Faire osciller rapidement l'électrode.
5. Dans la mesure du possible, effectuer des soudures à clin. Cela
double l'épaisseur du métal.
Rechargement dur
Il y a plusieurs types d'usure. Les deux types d'usure les plus
courants sont :
1. Usure métal-terre
(Socs de charrue, lames de boutoir, godets, socs de cultivateur
et autres pièces métalliques entrant dans le sol.)
2. Usure métal-métal
(Tourillons, arbres, rouleaux et galets, roues de grue et de wag-
onnets, etc.)
Vue latérale
Vue d'extrémité
Soldadura sobre cabeza
Se utilizan diversas técnicas para la soldadura sobre cabeza. Sin
embargo, a fin de que el soldador sin experiencia aprenda en una
forma simple, se ha elegido la técnica que se muestra a contin-
uación y que probablemente satisfacerá la mayoría de sus necesi-
dades para la soldadura sobre cabeza:
1. Utilice un electrodo Fleetweld ‚180 (E6011) de 3.2mm (1/8") a
90-105 amperes o 2.4 mm (3/32") a 60 amperes.
2. Coloque el electrodo en el portaelectrodo de tal forma que sobre-
salga y se mantenga en una posición recta.
3. Mantenga el electrodo en un ángulo de aproximadamente 30°,
visto en forma lateral y frontal.
Lo más importante es mantener un arco MUY CORTO (un arco
largo dará como resultado material fundido que gotee; un arco
corto evitará que el metal gotee).
Si es necesario y, si así lo indica la apariencia del metal fundido,
un movimiento ligero del electrodo hacia adelante y hacia atrás,
a lo largo del cordón de soldadura, ayudará a evitar el "goteo".
Soldadura de hojas metálicas
Soldar hojas metálicas presenta un problema adicional. Lo delga-
do del metal hace que sea muy fácil perforarlo. Siga estas reglas
simples:
1. Mantenga un arco muy corto. Esto evita la perforación, ya que
los principiantes tienden a mantener el arco durante mucho tiem-
po.
2. Utilice un electrodo Fleetweld 180 de 3.2 mm (1/8") o 2.4 mm
(3/32").
3. Utilice un amperaje bajo. 75 amperes para el electrodo de 3.2
mm (1/8"), 40-60 amperes para el electrodo de 2.4 mm (3/32").
4. Realice movimientos rápidos. No mantenga el calor en un punto
dado por demasiado tiempo. Continúe. Avance el electrodo con
un movimiento corto.
5. Utilice soldaduras de empalme cuando sea posible. Esto dupli-
ca el grosor del metal.
Recubrimiento duro
Existen diversas clases de desgaste. Los dos tipos que se encuen-
tran con más frecuencia son:
1. Desgaste del metal por la tierra.
Rejas de arado, cuchillas de tractor nivelador, cucharones, rejas
de agricultura y otras partes metálicas que se utilizan en la tier-
ra.
2. Desgaste de metal por metal.
Muñones, ejes, rodillos y gobernadores, grúas, ruedas de
vagones mineros y grúas, etc.
Vista lateral
Vista frontal
Summary of Contents for AC-225C
Page 37: ...37 NOTES...







































































