
























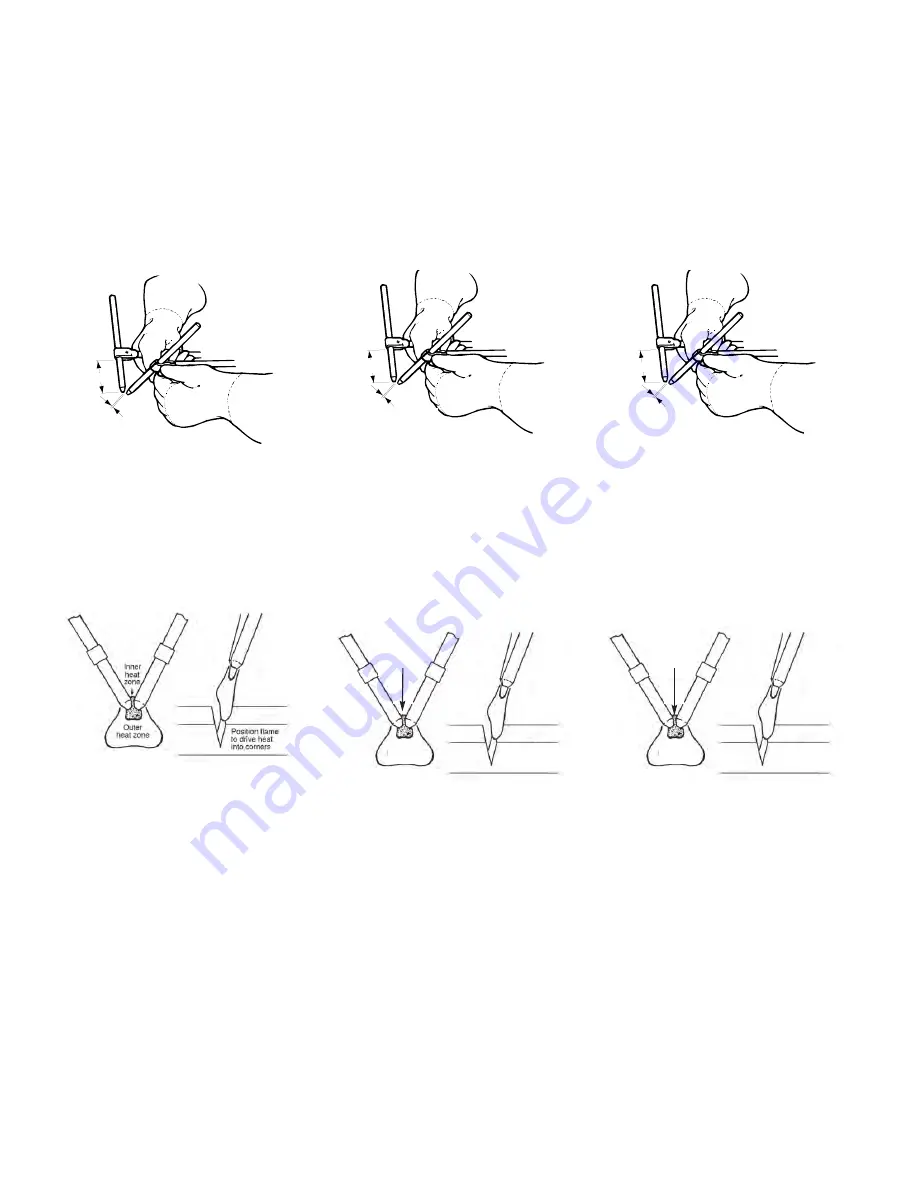
Use the thumb control on the arc torch to rotate the carbons until
they touch. Start the arc by reversing the thumb control setting to
spread the carbons 1/16 to 3/16" (1.6 to 4.8mm) apart. As the car-
bons burn away use the thumb control to maintain the desired arc.
When the proper arc can no longer be maintained, turn the welder
off and readjust the carbon stickout.
A wide, soft, quiet flame gives the best results for most jobs. When
the carbon tips are too close together a small flame accompanied by
a hissing or crackling sound results.
The shape of a good flame is illustrated below. The flame fans out
to form a “fish tail” shape with inner and outer cone. To heat a
crack or a corner, position the flame as illustrated.
Heat intensity is controlled by changing the current setting, by
moving the carbons closer together or farther apart, or by changing
the distance between the flame and work. When the work sets on a
metal table, the table absorbs some of the heat. To avoid high heat
loss, the part can be set on thin metal strips or some insulation.
Removal of Nuts and Bolts:
Apply heat with the arc torch for a
few seconds and nuts can be easily turned off.
30
0.06"
2.00"
Utiliser les vis à ailettes sur la torche à arc pour faire tourner les
électrodes de carbone jusqu'à ce qu'elles se touchent. Amorcer l'arc
en inversant le réglage des vis à ailettes pour que les électrodes de
carbone s'écartent de 1/16 à 3/16 po (1,6 à 4,8 mm). Au fur et à
mesure que les électrodes de carbone se consument, se servir des
vis à ailettes pour maintenir l'arc désiré. Quand on ne peut plus
maintenir le bon arc, arrêter la source de courant et régler la portée
terminale des électrodes de carbone.
Une flamme large, douce et calme donne les meilleurs résultats
pour la plupart des travaux. Quand les extrémités des électrodes de
carbone sont trop près l'une de l'autre cela produit une petite
flamme accompagnée d'un crépitement ou d'un sifflement.
Les schémas ci-après donnent un exemple d'une bonne forme de
flamme. La flamme se déploie pour former une «queue de pois-
son» avec dard et panache. Utiliser la flamme illustrée pour chauf-
fer dans une fissure ou un angle.
On augmente ou on diminue la chaleur en modifiant le réglage du
courant, en éloignant ou en rapprochant les électrodes de carbone,
ou en modifiant la distance entre la flamme et la pièce. Quand la
pièce est placée sur une table métallique, la table absorbe une par-
tie de la chaleur. Pour éviter de grandes déperditions de chaleur, on
peut placer la pièce sur de fines bandes métalliques ou sur de
l'isolant.
Desserrage des écrous et boulons
Appliquer la chaleur avec la torche à arc pendant quelques secon-
des pour pouvoir desserrer facilement les écrous.
0.06"
2.00"
Zone de
chaleur
intérieure
Zone de
chaleur
extérieure
Position de la flamme
pour le chauffage dans
les coins
Utilice el control en la antorcha de arco para girar los electrodos de
carbono hasta que hagan contacto. Inicie el arco invirtiendo la posi-
ción del control deslizable para separar los electrodos de carbono
de 1.6 a 4.8 mm (de 1/16 a 3/16"). A medida que los electrodos de
carbono se queman, utilice el control para mantener el arco desea-
do. Cuando el arco adecuado ya no puede mantenerse, apague la
soldadora y reajuste la punta electrizada del electrodo de carbono.
Una flama amplia, suave y estable da mejores resultados para la
mayoría de los trabajos. Cuando las puntas de los electrodos de car-
bono se encuentran demasiado cerca, el resultado es una flama
pequeña acompañada de un sonido "crepitante" o de siseo.
A continuación, se ilustra la forma de la flama correcta. La flama
se expande y adquiere la apariencia de una "cola de pescado" con
un cono externo y otro interno. Para calentar una hendidura o
esquina, coloque la flama como se muestra en la figura.
La intensidad del calor se controla modificando la programación de
la corriente, acercando o separando los carbones o modificando la
distancia entre la flama y el trabajo. Cuando el trabajo se realiza
sobre una mesa de metal, ésta absorbe parte del calor. Para evitar
grandes pérdidas de calor, la pieza puede trabajarse sobre tiras del-
gadas de metal o sobre una superficie aislada.
Cómo retirar tuercas y pernos:
Aplique calor con la antorcha de
arco durante algunos segundos y las tuercas podrán retirarse fácil-
mente.
0.06"
2.00"
Zona de
calor
interna
Zona de
calor
externa
Coloque la flama de tal
forma que pueda dirigir
el calor a las esquinas
50 mm (2.00")
1.6 - 4.8 mm (0.06")
Summary of Contents for AC-225C
Page 37: ...37 NOTES...







































































