




















34
High-Deposit Group (E6027, E7024)
This group includes the heavy coated, iron powder electrodes with
their soft arc and fast deposit rates. These electrodes have a heavy
slag and produce exceptionally smooth beads. They are generally
used for production welding where all work can be positioned for
downhand welding. Stringer beads, with drag technique, are
always preferred over weave passes with these electrodes.
High-Speed Group (E6012, E6013, E7014)
This group includes electrodes which have a moderately forceful
arc and deposit rates between those of the out-off position and
high-deposit electrodes. They are primarily general purpose pro-
duction electrodes especially for downhill fillets and laps or short
and irregular welds that change direction or position. Also widely
used in maintenance and recommended for sheet metal fillet and
lap welds. Motion “D’’ (below) is generally used for vertical-up
welding, but motions “A” and “B” are also suitable.
Low Hydrogen Group (E7018, E7028)
These electrodes are generally called “low hydrogen.” The name
comes from the fact that their coating contains little hydrogen in
either moisture or chemical form. Low hydrogen electrodes offer
these benefits: outstanding crack resistance, lowest porosity on sul-
phur bearing steels, and capable of X-ray quality deposits. Thus,
they are the first choice when welding “problem” steels. E7018 can
be used in all positions, with Motion “C” recommended for the first
pass on vertical-up welds. NEVER use a whipping technique or a
long arc with these electrodes. ALWAYS fill craters by drawing
electrodes away slowly. ALWAYS keep these electrodes dry.
Electrodes not used within a few hours after a container is opened
must be stored in heat cabinets. LH-73 is recommended with the
AC-225. Normally, DC(+) is preferred for these electrodes.
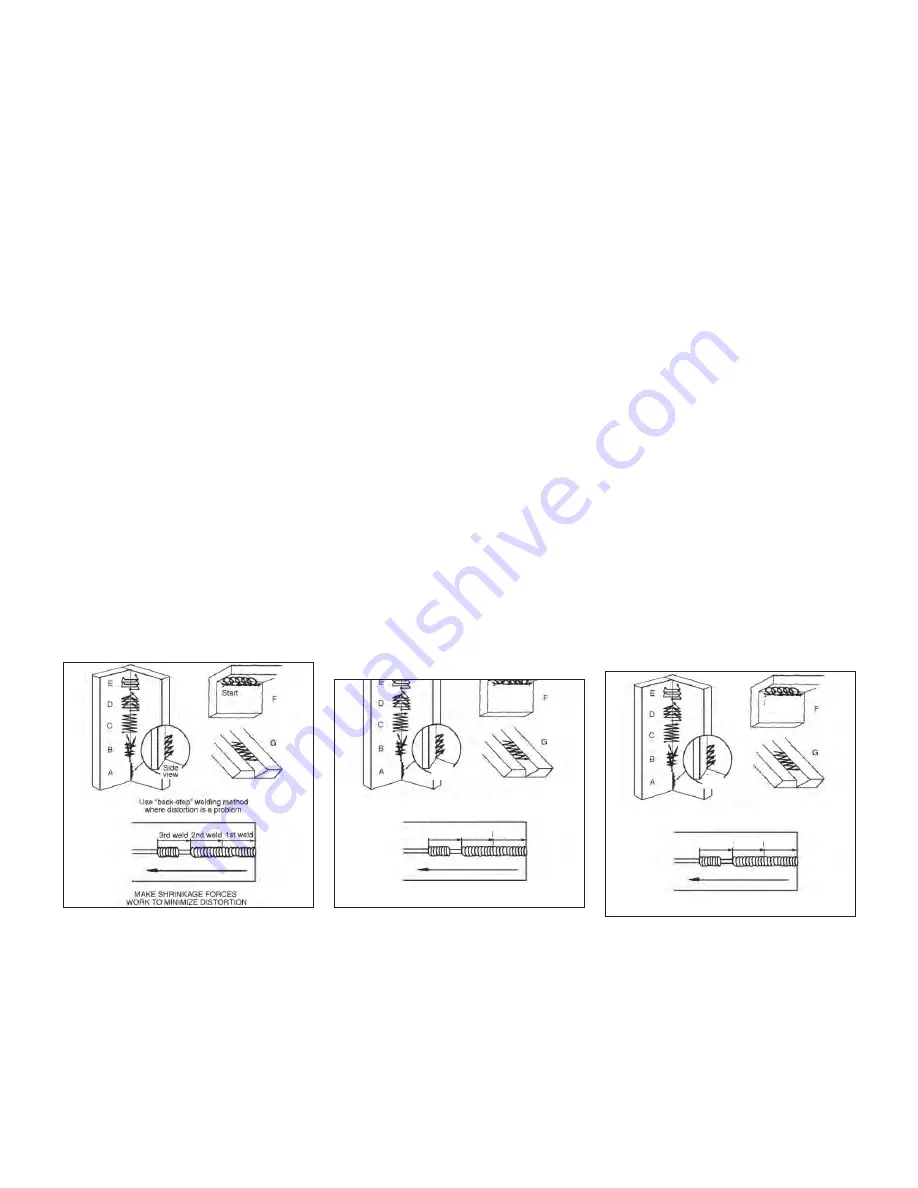
Motions
Manipulation
depends on the joint. Some of the common motions
are shown below.
Groupe à remplissage rapide (E6027, E7024)
Ce groupe comprend les électrodes à enrobage épais, à poudre de fer
qui se caractérisent par leur arc doux et leur coefficient de dépôt élevé.
Ces électrodes produisent un laitier lourd et des cordons exception-
nellement lisses. On les utilise généralement pour le soudage de pro-
duction quand toutes les pièces peuvent être positionnées pour le
soudage à plat. Avec ces électrodes on préfère utiliser des cordons
étroits en traînant plutôt que des cordons larges.
Groupe à grande vitesse (E6012, E6013, E7014)
Ce groupe comprend les électrodes qui ont un arc moyennement puis-
sant et des coefficients de dépôt qui se situent entre ceux des électrodes
hors position et à coefficient de dépôt élevé. Ce sont principalement
des électrodes de production polyvalentes spécialement utilisées pour
les soudures d'angle en descendant et les soudures à clin ou encore
pour les soudures courtes et irrégulières qui changent de sens ou de
position. On les utilise également beaucoup pour l'entretien et elles
sont recommandées pour les soudures d'angle et à clin des tôles. On
utilise généralement le mouvement «D» (ci-après) pour le soudage
vertical en montant, et les mouvements «A» et «B» conviennent égale-
ment.
Groupe B bas hydrogène (Stable-Arc E7018, E7028)
Ces électrodes sont généralement dites «à bas hydrogène». Ce nom
vient du fait que leur enrobage contient peu d'hydrogène soit au point
de vue humidité ou chimique. Les électrodes à bas hydrogène présen-
tent les avantages suivants : résistance exceptionnelle à la fissuration,
très faible porosité sur les aciers au soufre et dépôts présentant une
bonne qualité radiologique. Par conséquent, on les utilise en priorité
pour souder les aciers «à problèmes». On peut utiliser la E7018 en
toutes positions, en effectuant le mouvement «C» recommandé pour la
première passe dans le cas des soudures verticales en montant. NE
JAMAIS utiliser une technique de fouettement ni un arc long avec ces
électrodes. TOUJOURS remplir les cratères en tirant lentement l'élec-
trode pour l'écarter. TOUJOURS tenir ces électrodes au sec. On doit
ranger dans des armoires chauffées les électrodes que l'on n'utilise pas
dans les quelques heures qui suivent l'ouverture du contenant. On
recommande d'utiliser la LH-73 avec la source AC-255. On préfère
normalement utiliser le c.c. (+) pour ces électrodes.
Mouvements
La manipulation
dépend de l'assemblage. Certains des mouvements
courants sont illustrés ci-après.
Vue
latérale
Départ
Utiliser la méthode de soudage «à pas de pèlerin»
quand la déformation pose un problème.
3e
2e
1e
Faire en sorte que les forces de retrait r
é
duisent au
minimum la d
é
formation.
Vista
lateral
Inicio
Utilice el método "regresivo" de soldadura
donde la distorsión sea un problema
3 era soldadura
2 era
1 ra
HACE QUE LAS FUERZAS DE CONTRACCION
MINIMICEN LA DISTORSION
Grupo de alto depósito (E6027, E7024)
Este grupo incluye los electrodos de polvo de hierro con revestimien-
tos densos, que tienen un arco suave y velocidades rápidas de depósi-
to. Estos electrodos tienen una escoria pesada y producen cordones
excepcionalmente lisos. Se utilizan generalmente para la soldadura de
producción donde todas las piezas puede colocarse para la soldadura
descendente. Con estos electrodos, los cordones extendidos con la téc-
nica de arrastre siempre se recomiendan más que las pasadas entreteji-
das.
Grupo de alta velocidad (E6012, E6013, E7014)
Este grupo incluye electrodos que tienen un arco de fuerza moderada
y velocidades de depósito entre las de los electrodos de fuera de posi-
ción y de alto depósito. Principalmente son electrodos de producción
para propósitos generales y especialmente para soldaduras de filetes
descendentes, soldaduras de empalmes o cortas e irregulares que cam-
bian de dirección o posición. También se utilizan ampliamente en el
mantenimiento y son recomendadas para soldaduras de filete y de
empalme de hojas metálicas. El movimiento "D" (a continuación)
generalmente se utiliza para la soldadura vertical ascendente, pero los
movimientos "A" y "B" también pueden ser adecuados.
Grupo de bajo hidrógeno (E7018, E7028)
Estos electrodos generalmente se denominan de "bajo hidrógeno". El
nombre proviene del hecho de que su revestimiento contiene poco
hidrógeno ya sea en su forma química o de humedad. Los electrodos
de bajo hidrógeno ofrecen estos beneficios: resistencia considerable a
cuarteaduras, la porosidad mínima en aceros de rodamiento de sulfuro
y capacidad para depósitos de calidad de rayos X. Por lo tanto, son la
primera opción cuando se sueldan aceros "difíciles". Los E7018
pueden utilizarse en todas las posiciones; se recomienda el
Movimiento "C" para la primera pasada en soldaduras verticales
ascendentes. NUNCA utilice una técnica de latigazo o un arco largo
con estos electrodos. SIEMPRE rellene los cráteres arrastrando el elec-
trodo lentamente. SIEMPRE conserve secos estos electrodos. Los
electrodos que no se utilicen poco tiempo después de abrir un recipi-
ente, deben almacenarse en gabinetes que conserven el calor. El LH-
73 se recomienda con la AC-225. Normalmente, se recomienda la CD
(+) con estos electrodos.
MOVIMIENTOS
El manejo
depende de la unión. Algunos de los movimientos más
comunes se mostrarán a continuación.
Summary of Contents for AC-225C
Page 37: ...37 NOTES...







































































