




















Summary of Contents for CV ADAPTER
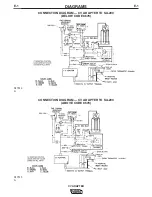
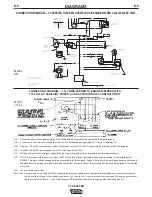
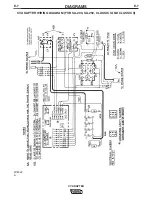
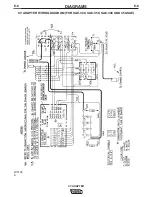
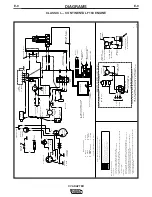
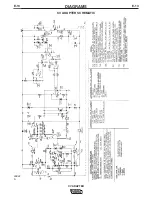
Page 42: ...E 13 DIAGRAMS E 13 CV ADAPTER CV ADAPTER SCHEMATIC L6922 A ...
Page 43: ......
The Lincoln Electric CV ADAPTER Operator's Manual is a comprehensive guide providing step-by-step instructions and valuable insights for optimal use of this product. Accessible for free download on 88.208.23.73:8080, this manual guarantees a hassle-free experience by detailing key features and offering essential maintenance tips.
Page 42: ...E 13 DIAGRAMS E 13 CV ADAPTER CV ADAPTER SCHEMATIC L6922 A ...
Page 43: ......







































































