




























F-1
DIAGRAMS
F-1
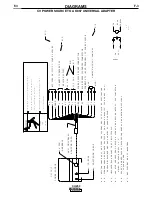
CV-250
CONNECTOR CAVITY NUMBERING SEQUENCE
(COMPONENT SIDE OF P. C. BOARD)
ELECTRICAL SYMBOLS
PER E1537
+
-
L1
SECONDARY
THERMOSTAT
222
223
224
D4
C1
C2
C3
C4
+
+
+
+
R1
SCR2
D2
D5
222
204A
204D
CONTROL
P. C. BOARD
221
6 PIN
4 PIN
8 PIN
SNUBBER/BYPASS
P.C. BOARD
224
224A
224A
10A
CIRCUIT
BREAKER
CB1
L1 CHOKE
2
42V
12V
12V
-
204C
204D
204C
277
276
275
B
A
J
C
D
213
214
213
214
206
207
211
212
31
32
2
4
14 PIN
S2
M
L
N
G
F
E
H
VOLTMETER
CUSTOMER
CONNECTIONS
WIRE
FEEDER
115 VAC
42 VAC
GROUND
WIRE
FEEDER
RECEPTACLE
205
WIRE FEEDER
S3
3
1
SCR3
D3
SCR1
D1
8
2
3
4
1
7
6
5
213A
213A
OUTPUT
CONTROL
208
209
210
1
2
3
4
J7
METER
P.C.
BOARD
VOLTS / AMPS
1
5
9
3
2
4
2
5
3
4
1
6
6
1
5
4
7
3
8
G1
204A
G3
G2
3
1
2
4
J1
J3
J2
J4
21
N.A.
N.A.
J1
J4
J7
J2
J5
J3
J5
J5
223
221
G3
G2
G1
214A
1
2
218
219
400 A. 50mV
SHUNT
J10
2 PIN
J10
224B
224B
224B
213B
213B
213B
NC
(SHOWN IN "VOLTS" POSITION)
7.5 OHM
220 W
214B
214B
s
s
42A
42
41
42
I
K
C1-C4 31,000 MFD EACH
MAIN TRANSFORMER
C
2
41A
41
s
FAN
33A
31A
32
33
CIRCUIT
BREAKER
5A
CB2
115V
31B
31
31
10
8
12
11
202
200
203
201
s
s
58V
58V
O2 TOP
O1 TOP
O1 TOP
O3 TOP
O3 BOT.
VOLTMETER
SWITCH
76
77
75
277
276
S4
(SHOWN IN LOCAL POSITION)
LOCAL/REMOTE SWITCH
R2
10K
CW
376
77
377
N.A. WIRING VIEWED FROM REAR OF POTENTIOMETER
2
4
2
2
NC
+
-
2
L2
INPUT SUPPLY
LINES
S1
LINE
SWITCH
*
RECONNECT
PANEL
11
E
8
5
2
V
N.B.
B
UW
L1
L3
13
3
C
9
6
F
12
10
1
A
4
7
D
RECONNECT
PANEL
2
3 1
TO S1 LINE SWITCH
RECONNECT
PANEL
RECONNECT
PANEL
RECONNECT
PANEL
RECONNECT
PANEL
RECONNECT
PANEL
208/230/460 INPUT VOLTAGES
230/460/575 INPUT VOLTAGES
208V
230V
460V
230V
460V
575V
2
3 1
TO S1 LINE SWITCH
2
3 1
TO S1 LINE SWITCH
2
3 1
TO S1 LINE SWITCH
2
3 1
TO S1 LINE SWITCH
2
3 1
TO S1 LINE SWITCH
B
5
8
2
E
A
C
3
9
6
1
7
4
F
D
B
5
8
2
E
A
C
3
9
6
1
7
4
F
D
B
5
8
2
E
A
C
3
9
6
1
7
4
F
D
2
E
5
8
8
31
F
D
6
4
9
7
2
E
5
8
8
31
F
D
6
4
9
7
2
E
5
8
8
31
F
D
6
4
9
7
N.B. TAP LEADS A, B, AND C APPEAR ON THE TOP PRIMARY COILS
OF 208/230/460V MACHINES ONLY.
CLEVELAND, OHIO U.S.A.
3-10-95H
L9854
WIRING DIAGRAM CV 250 (60Hz)
TO A SYSTEM GROUND PER
NATIONAL ELECTRICAL CODE.
*
6
NC
7
NC
13
NC
14
NC
NC
NC
76
77
377
376
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The specific diag
ram for a particular code is pasted inside
the machine on one of the enclosure panels. If the diagram is illegible, write to the Service Department for a replacement. G
ive the equipment code number..







































































