





























F-61
TROUBLESHOOTING & REPAIR
F-61
TEST PROCEDURE
Perform the following checks with the
NA-5 connected to a Lincoln CV weld-
ing power source according to the prop-
er connection diagram. See the
Installation Section of this manual.
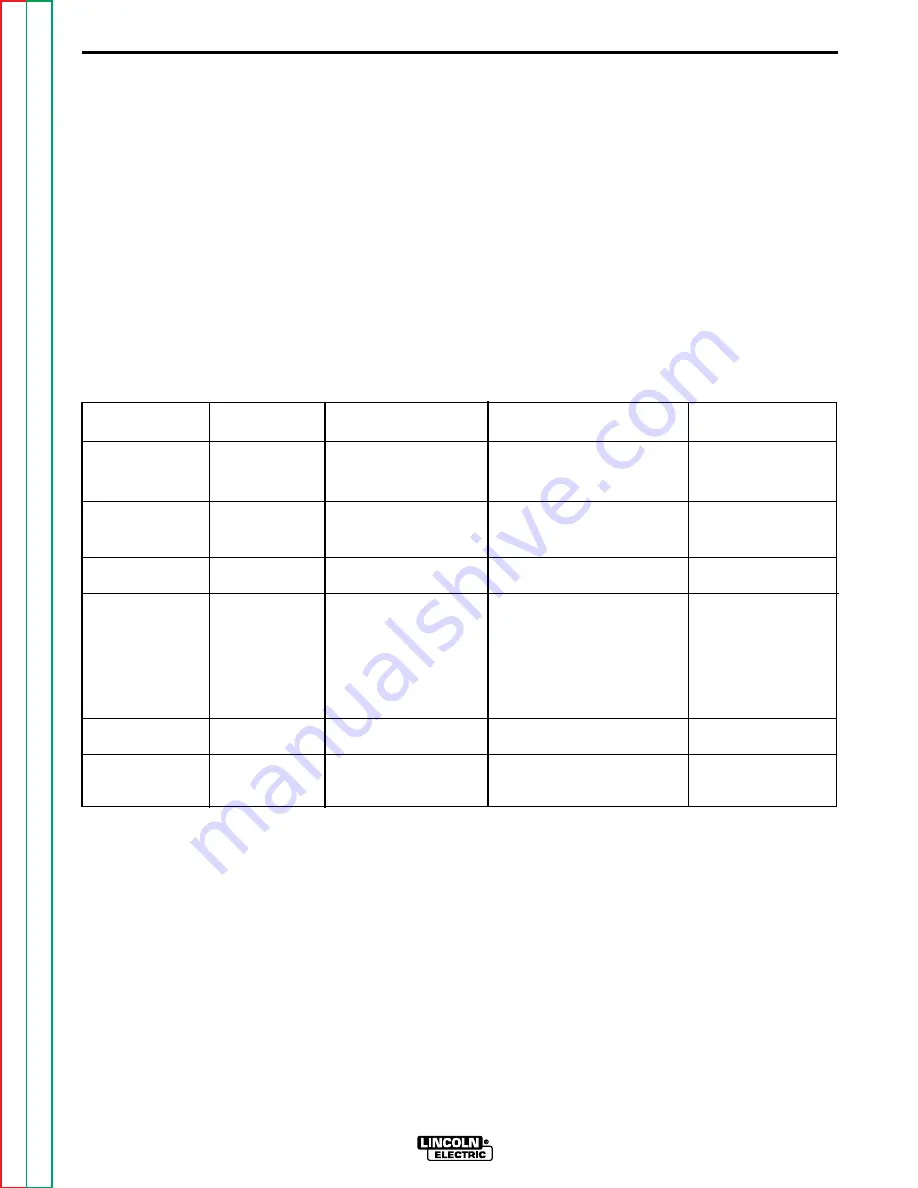
1. Check to make sure the speedmeter
calibration jumper is connected to
the proper calibration pin for the
head and drive roll system being
used. See Table F.3
WIRE SPEED ACCURACY TEST
(Continued)
NA-5
SPEEDMETER
HEAD
DRIVE ROLL
WIRE SIZE RANGE
RATED SPEED
CALIBRATION
RATIO
PART NUMBER
RANGE (IPM)
21*
21/1
S12778
Single .035 - .052 Solid
100 - 2070
S19113
Single .045 - .052 Cored
57F**
57/1
S12778
Single .035 - .052
40 - 778
57**
57/1
S12515
Single 1/16 - 3/32
38 - 762
95
95/1
S12514
Single 3/32 - 5/32
22 - 428
95S***
95/1
S12515
Single 1/16 - 3/32
23 - 456
S19113
Single .045 - .052 Cored
S13161-052
Twin .045 -.052
S13161-5/64
Twin 1/16 - 5/64
S14904 (Outer)
Twin 3/32
S14905 (Inner)
142
142/1
S12514
Single 3/32 - 7/32
15 - 289
142T***
142/1
S14904 (Outer)
Twin 5/64 - 1/8
15 - 300
S14905 (Inner)
TABLE F.3
* Present on HI -Speed NA-5 speedmeter board only. ** Early speedmeter pins were labeled 55F and 55,
respectively.
*** Early speedmeter PC boards did not include these calibration pins.
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC







































































