





























5 ES
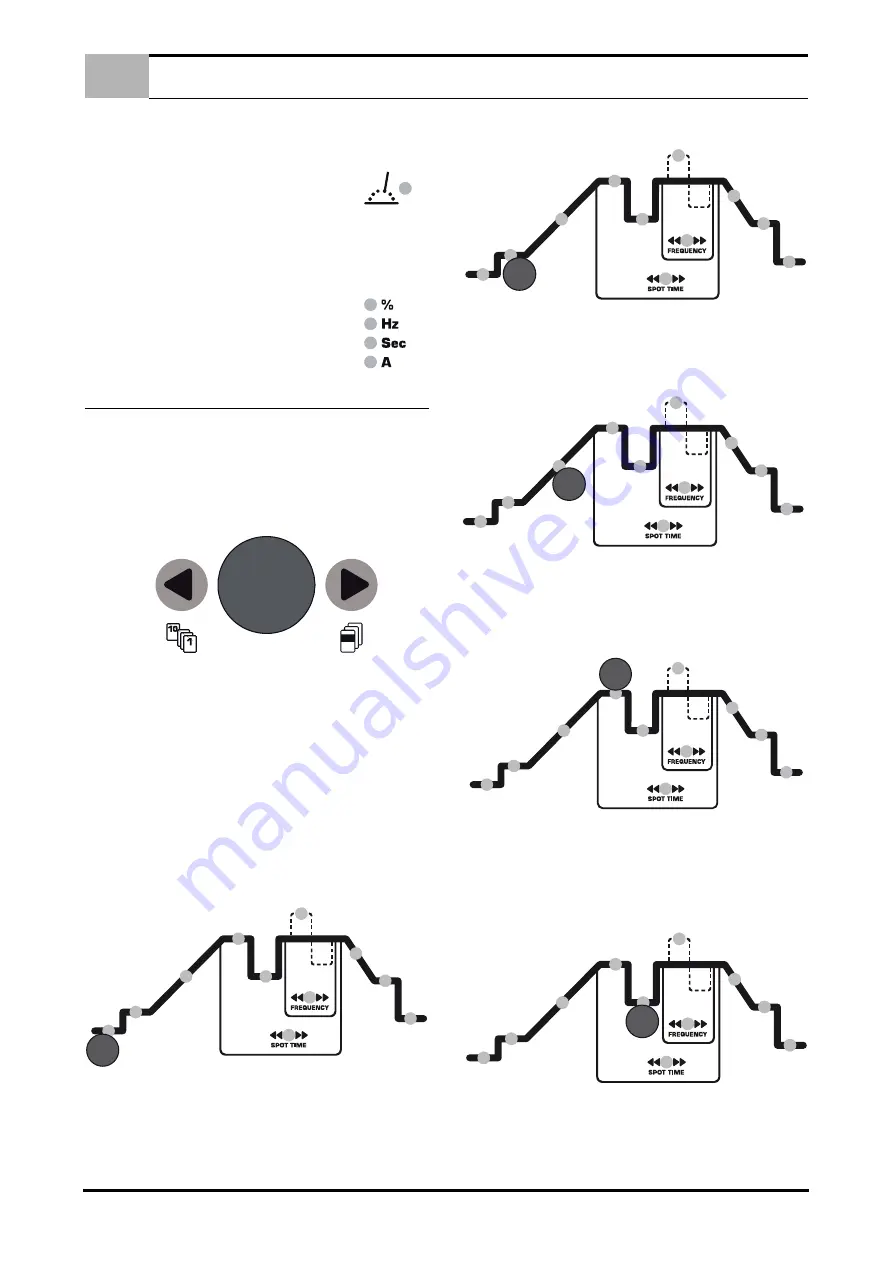
PERFIL PROCESO DE SOLDADURA
ES
PO SUPERIOR A 40 SEGUNDOS, ES NECESARIO CONTAC-
TAR AL CONSTRUCTOR.
12. Salida corriente.
Tal indicador 16 - Figura 1 Página 3.) se ilumina siempre que el
generador produzca corriente.
13. Led.
Símbolos que indican el tipo de magnitud visualizada en el display
(Duty cycle, frecuencia, tiempo, amperios) 18 - Figura 1 Página 3.)
5.0
PERFIL PROCESO DE SOLDADURA
En esta sección del panel se pueden establecer todos los parám-
etros para optimizar el proceso precedentemente seleccionado.
5.1
BOTOS DE DESPLAZAMIENTO
Apretando por lo menos un segundo uno de los botones de des-
plazamento 31 o 32 - Figura 1 Página 3.) representados con los
símbolos
Se pueden seleccionar los parámetros de soldadura que se quie-
ren modificar. Con la presión de un botón de desplazamiento, se
seleccionan las varias funciones de soldadura que se quieren mo-
dificar.
Nótese que durante la selección de cada parámetro, el indicador
luminoso correspondiente se ilumina y el display 17 - Figura 1
Página 3.) y el piloto 18 - Figura 1 Página 3.) indican respectiva-
mente el valor y la unidad de medida del parámetro modificado.
CUIDADO: ESTA SELECCIÓN DEL PANEL SE PUEDE MODI-
FICAR DURANTE LA SOLDADURA.
1.
Pre gas.
Mediante los botones de desplazamiento 31 y 32 sse coloca el in-
dicador luminoso en la poscición 19 - Figura 1 Página 3.) ; por lo
tanto, moviendo el botón 30, se selecciona la duración en segun-
dos del flujo inicial del gas. Range de valores comprendido entre
0 ,2 seg y 5 seg .
2.
Corriente inicial
Mediante los botones de desplazamento 31 y 32 se coloca el in-
dicador luminoso en la posición 20p; por lo tanto, moviendo el bo-
tón 30, se selecciona el valor de la corriente inicial en la
modalidad TIG 4 tiempos. Range de valores comprendido entre
1min y 1 nominal de soldadura.
3.
Rampa de salida.
Mediante los botones de desplazameinto 31 y 32 se coloca el in-
dicador luminoso en la posición 21 - Figura 1 Página 3.) ; por lo
tanto, moviendo el botón 30, se selecciona el tiempo deseado
para alcanzar la corriente nominal de soldadura en la modalida-
dTIG. Range de valores comprendidos entre 0 seg y 10 seg.
4.
Corriente nominal de soldadura.
Mediante los botones de desplazamiento 31 y 32 se coloca el in-
dicador luminoso en el símbolo 22 - Figura 1 Página 3.) ; por lo
tanto, moviendo el botón 30, se selecciona el valor de la corriente
nominal de soldadura para todas las modalidades disponibles.
Range de valores comprendido entre 5ª y 220A en modalidad
electrodo, 5A y 220A en modalidad electrodo, 5A y 220A.
5.
Corriente reducida/corriente de base.
Mediante los botones de desplazamiento 31 y 32 se coloca el indica-
dor luminoso en el símbolo 23 - Figura 1 Página 3.) ; por lo tanto mo-
viendo el botón 30, se selecciona el valor de la corriente reducida en
la modalidad TIG DC 4 tiempos, en cambio en la modalidad TIG pul-
sado (Tanto 2 tiempos como 4 tiempos) se selecciona la corriente de
base de la pulsación. Range de valores comprendido entre corriente
nominal de soldadura y el 10% de tal valor.
6.
iempo de soldadura por puntos (Spot Time).
Mediante los botones de desplazamiento 31 y 32 se coloca el in-
dicador luminoso en el símbolo 24 - Figura 1 Página 3.) ; por lo
tanto, moviendo el botón 30, se selecciona la duración en segun-
19
20
21
22
23







































































