





























English
English
17
The Settings and Configuration Menu
Two ways to access to the Settings and Configuration
Menu:
•
From The User Settings Menu (see dedicated
section)
•
Press the Left [7] and the Right [12] Buttons
simultaneously
Depending on the Wire Feeder, The Settings and
Configuration Menu enables:
Icon
Description
PF44
PF46
Set the Memory Limits
-
Set the Display
Configuration
Assignment Function to
the Right Button
Set the Brightness Level
Lock / Unlock
Restore Factory Setting
?
View Software and
Hardware Version
Information.
Access to the
Configuration Menu
Memory Limits (PF46 only)
Note:
The Limits can be set only for the programs stored
in the user memory.
The limits can be set for:
•
Welding Current
•
Wire Feed Speed, WFS
•
Welding Voltage
•
Wave Controls
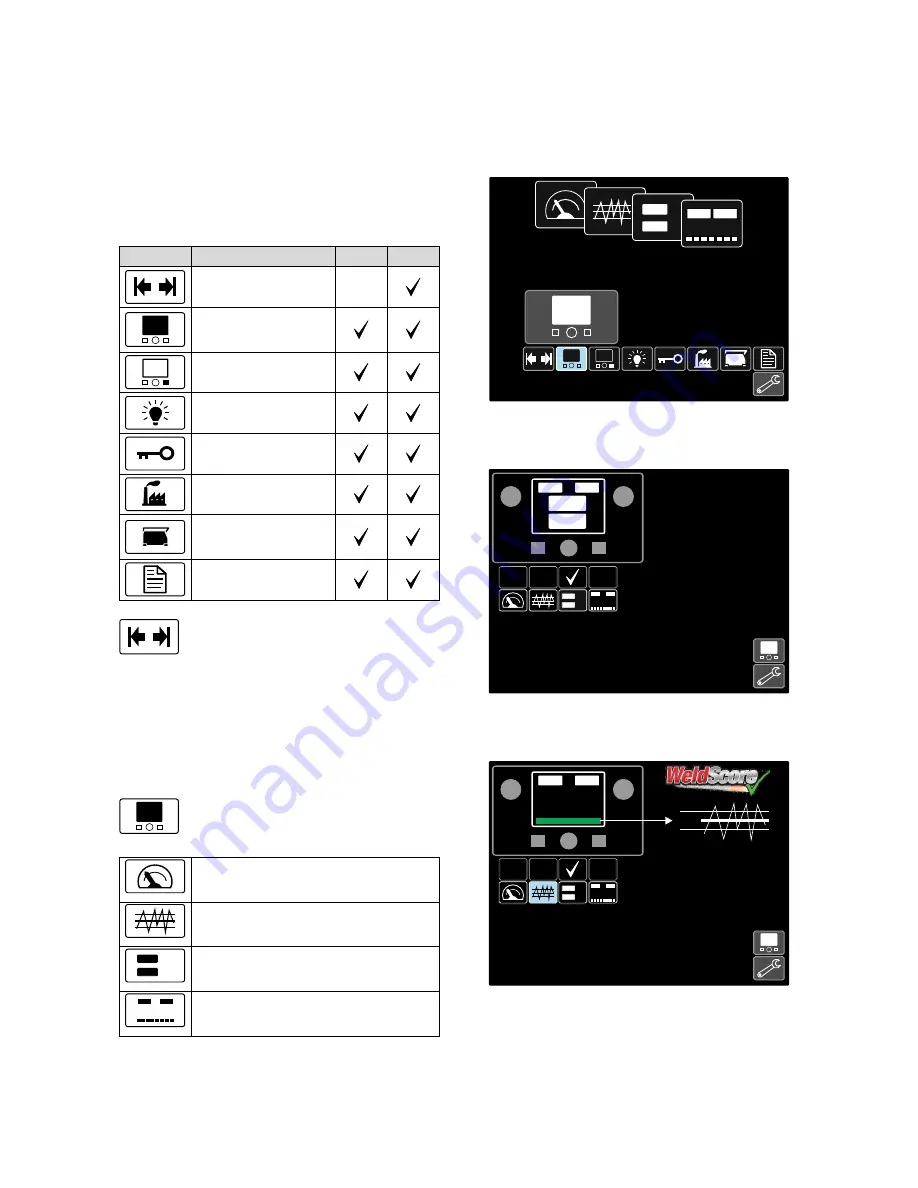
Display Configuration
Four Display Configuration are available:
True Energy™ Menu
Weld Score™ Menu
A
V
Big Meters Menu (factory default)
Standard Menu
To set the Display Configuration:
•
Access to the Settings and Configuration Menu.
•
Use the Set Control [11] to highlight the Display
Configuration icon.
A
V
?
Figure 34.
•
Press the Set Control [11]. The Display Configuration
Menu is shown on the display.
A
V
A
V
Figure 35.
•
Use the Set Control [11] to highlight the display
configuration icon, for example Weld Score.
A
V
%
Figure 36.







































































