





























English
English
29
Welding SMAW (MMA) Process
Table 13. SMAW Welding Programs
Process
Program
SMAW Soft
1
SMAW Crisp
2
SMAW Pipe
4
Note:
The list of available programs depends on the
power source.
Procedure of begin welding of SMAW process:
•
Connect Lincoln Electric power sources using
ArcLink
®
protocol to communication to wire feeder.
•
Determine the electrode polarity for the electrode to
be used. Consult the electrode data for this
information.
•
Depending on the polarity of using electrode,
connect the work lead and the electrode holder with
lead to output sockets and lock them. See the
Table 14.
Table 14.
Output Socket
PO
L
A
R
IT
Y
D
C
(
+
)
The electrode holder
with lead to SMAW
[4]
Power connection lead Power source
Work lead
Power source
D
C
(
-)
The electrode holder
with lead to SMAW
[4]
Power connection lead Power source
Work lead
Power source
•
Connect the work lead to the welding piece with the
work clamp.
•
Install the proper electrode in the electrode holder.
•
Turn the input power ON.
•
Set the SMAW welding program (1, 2, or 4).
•
Note:
The list of available programs depends on the
power source.
•
Set the welding parameters.
•
The welding machine is now ready to weld.
•
By applying the principle of occupational health and
safety at welding, welding can be begun.
For 1 or 2 program can set:
•
Welding current [9]
•
Switch on / switch off the output voltage on the
output lead [10]
•
Wave Controls:
••••
ARC FORCE
••••
HOT START
For 4 program can set:
•
Welding current [9]
•
Switch on / switch off the output voltage on the
output lead [10]
•
Wave Control:
••••
ARC FORCE
ARC FORCE -
the output current is temporarily
increased to clear short circuit connections between the
electrode and the workpiece.
Lower values will provide less short circuit current and a
softer arc. Higher settings will provide a higher short
circuit current, a more forceful arc and possibly more
spatter.
••••
Adjust range: from -10 to +10.
M
-10.0
10.0
OFF
A
Figure 64.
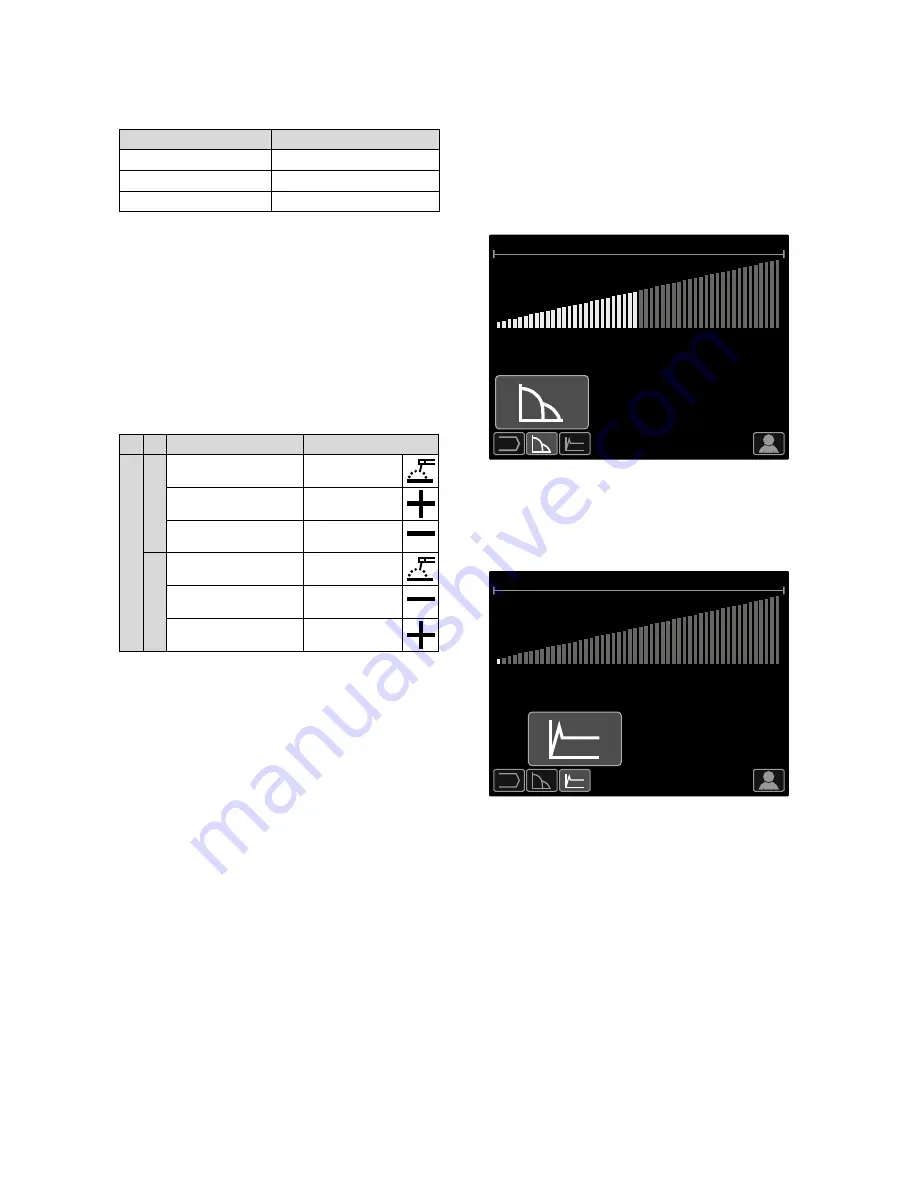
HOT START
– value in percentage of nominal value
welding current during arc start current. The control is
used to set the level of the increased current and arc
start current is made easy.
••••
Adjust range: from 0 to +10.
M
OFF
10.0
OFF
A
A
Figure 65.







































































