



























English
English
36
Welding GMAW-P Process in synergic mode
Table 19. Exemplify GMAW-P programs
Wire material
Gas
Wire diameter
0.8
0.9
1.0
1.2
1.4
1.6
Steel
ArMIX
95
140
12
22
26
108
Steel (RapidArc
®
)
ArMIX
-
141
13
18
27
106
Steel (Precision Pulse™)
ArMIX
410
411
412
413
-
-
Stainless
ArMIX
66
30
36
46
-
-
Stainless
Ar/He/CO
2
64
-
34
44
-
-
Metal Core
ArMIX
-
-
-
82
84
-
Ni Alloy
70%Ar/30%He
-
-
170
175
-
-
Si Bronze
Ar
-
-
192
-
-
-
Copper
ArHe
-
-
198
196
-
-
Aluminum AlSi
Ar
-
-
-
72
-
74
Aluminum AlMg
Ar
-
-
152
76
-
78
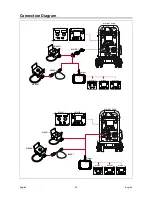
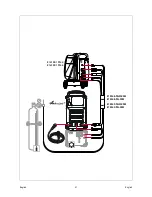
Note:
The list of available programs depends on the power source.
Synergic GMAW-P (Pulsed MIG) welding is ideal for low
spatter, out of position. During pulse welding, the
welding current continuously switches from a low level to
a high level and then back again. Each pulse sends a
small droplet of molten metal from the wire to the weld
puddle.
Wire Feed Speed [9] is the main control parameter. As
the Wire Feed Speed is adjusted, the power source
adjusts the waveform parameters to maintain good
welding characteristics.
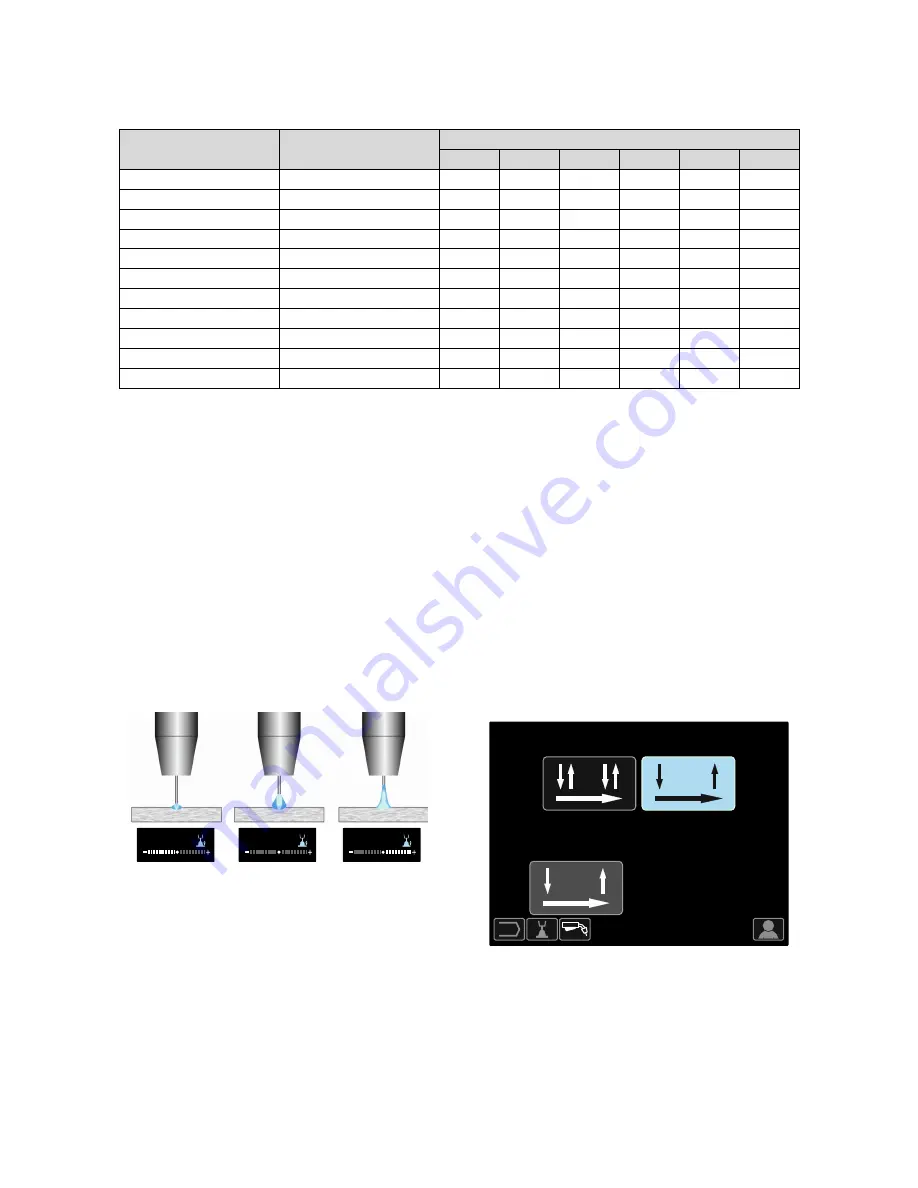
Trim [10] is used as a secondary control – the value of
parameter in the upper right side of display [26]. The
Trim setting adjusts the arc length. Trim is adjustable
from 0.50 to 1.50. 1.00 is the nominal setting.
Increasing the Trim value increases the arc length.
Decreasing the Trim value decreases the arc length.
1.00
0.50
1.50
Figure 75
When Trim is adjusted, the power source automatically
recalculates the voltage, current and time of each part of
the pulse waveform for the best result.
Additionally can manually set:
••••
Burnback
••••
Run-In WFS
••••
Preflow Time/ Postflow Time
••••
Spot Time
••••
2-Step/4-Step
••••
Crater
••••
Wave Control
••••
UltimArc™
The 2-Step - 4-Step
changes the function of the gun’s
trigger.
•
2 Step trigger operation turns welding on and off in
direct response to the trigger. Welding process is
performed when the gun’s trigger is pulled.
•
4-Step mode allows to continue welding, when the
gun’s trigger is released. To stop welding, the gun’s
trigger is pulled again. 4-step mode facilitates to
making long welds.
Note:
4-Step does not work during Spot Welding.
M
Figure 76







































































