

























English
English
38
Aluminum Welding GMAW- PP Process in synergic mode
Table20. Exemplify GMAW-PP synergic programs
Wire material
Gas
Wire diameter
0.8
0.9
1.0
1.2
1.4
1.6
Aluminum AlSi
Ar
-
-
98
99
-
100
Aluminum AlMg
Ar
-
-
101
102
-
103
Note:
The list of available programs depends on the power source.
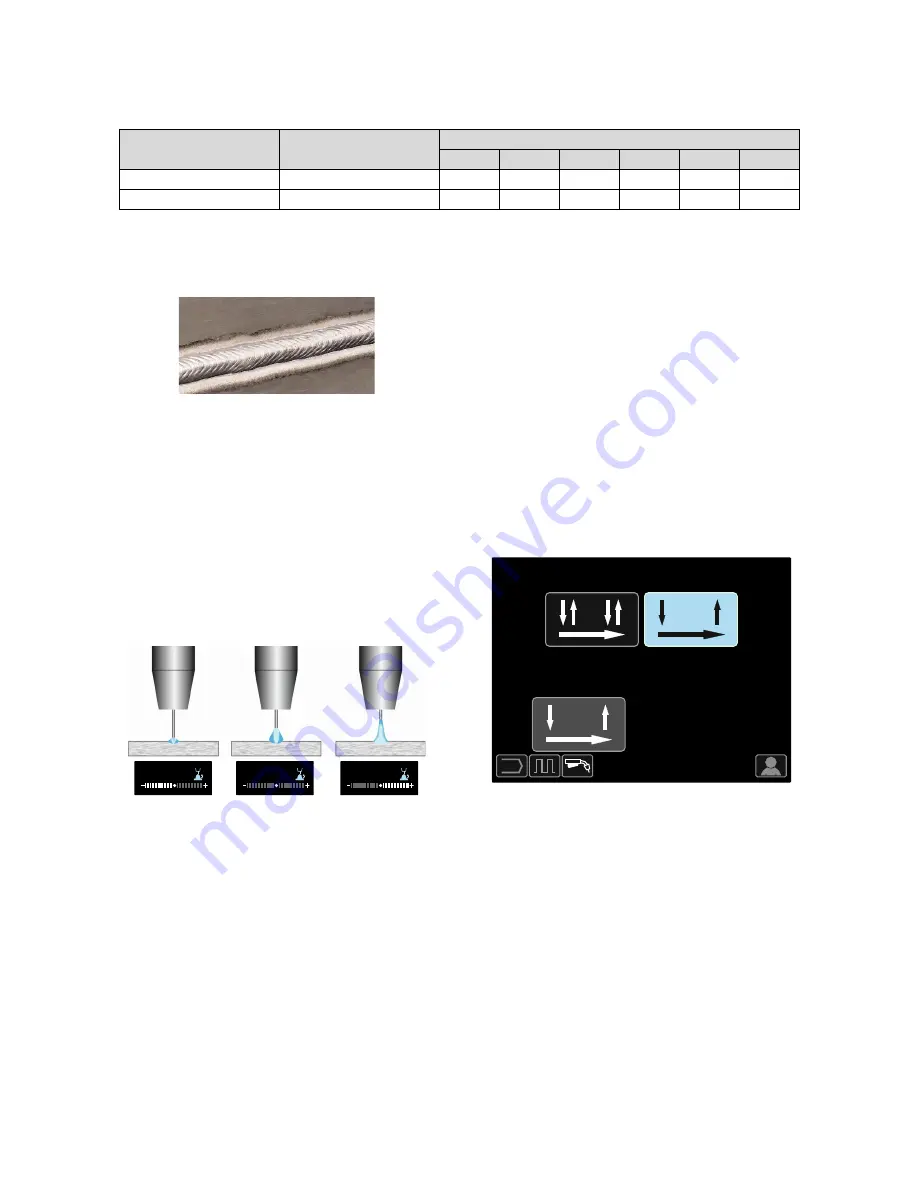
GMAW-PP (Pulse-On-Pulse
®
) process is used for
aluminum welding. Use it to make welds with a "stacked
dime" appearance, similar to GTAW welds (see
Figure 79).
Figure 79
Wire Feed Speed [9] is the main control parameter. As
the Wire Feed Speed is adjusted, the power source
adjusts the waveform parameters to maintain good
welding characteristics. Each pulse sends a small
droplet of molten metal from the wire to the weld
puddle.
Trim [10] is used as a secondary control – the value of
parameter in the upper right side of display [26]. The
Trim setting adjusts the arc length. Trim is adjustable
from 0.50 to 1.50. 1.00 is the nominal setting.
Increasing the Trim value increases the arc length.
Decreasing the Trim value decreases the arc length.
1.00
0.50
1.50
Figure 80
When Trim is adjusted, the power source automatically
recalculates the voltage, current and time of each part
of the pulse waveform for the best result.
Additionally can manually set:
•
Burnback Time
•
Run-in WFS
•
Preflow Time/ Postflow Time
•
Spot Time
•
2-Step/4-Step
•
Polarity
•
Crater
•
Wave Control:
••••
Frequency
The 2-Step - 4-Step
changes the function of the gun’s
trigger.
•
2 Step trigger operation turns welding on and off in
direct response to the trigger. Welding process is
performed when the gun’s trigger is pulled.
•
4-Step mode allows to continue welding, when the
gun’s trigger is released. To stop welding, the gun’s
trigger is pulled again. 4-step mode facilitates to
making long welds.
Note:
4-Step does not work during Spot Welding.
M
Figure 81







































































