


















English
English
45
Adjusting Pressure Roll Force
The pressure arm controls the amount of force the drive
rolls exert on the wire.
Pressure force is adjusted by turning the adjustment nut
clockwise to increase force, counterclockwise to
decrease force. Proper adjustment of pressure arm
gives the best welding performance.
WARNING
If the roll pressure is too low the roll will slide on the wire.
If the roll pressure is set too high the wire may be
deformed, which will cause feeding problems in the
welding gun. The pressure force should be set properly.
Decrease the pressure force slowly until the wire just
begins to slide on the drive roll and then increase the
force slightly by turning of the adjustment nut by one
turn.
Inserting Electrode Wire into Welding
Gun
•
Turn the input power OFF.
•
Depending on welding process, connect the proper
gun to the Euro Socket, the rated parameters of the
gun and of the welding machine should be matched.
•
Remote the nozzle from the gun and contact tip or
protection cap and contact tip. Next, straighten the
gun out flat.
•
Insert the wire through the guide tube, over the roller
and through the guide tube of Euro Socket into liner
of gun. The wire can be pushed into the liner
manually for a few centimetres, and should feed
easily and without any force.
WARNING
If force is required it is likely that the wire has missed the
liner of gun.
•
Turn the input power ON.
•
Depress the gun trigger to feed the wire through the
gun liner until the wire comes out of the threaded
end. Or the Cold Inch / Gas Purge Switch [19] can be
used – keep in "Cold Inch" position until the wire
comes out of the threaded end.
•
When trigger or the Cold Inch / Gas Purge Switch
[19] is released spool of wire should not unwind.
•
Adjust wire spool brake accordingly.
•
Turn the welding machine off.
•
Install a proper contact tip.
•
Depending on the welding process and the type of
the gun, install the nozzle (GMAW process, FCAW-
GS process) or protection cap (FCAW-SS process).
WARNING
Take precaution to keep eyes and hands away from the
end of the gun while the wire is being come out of the
threated end.
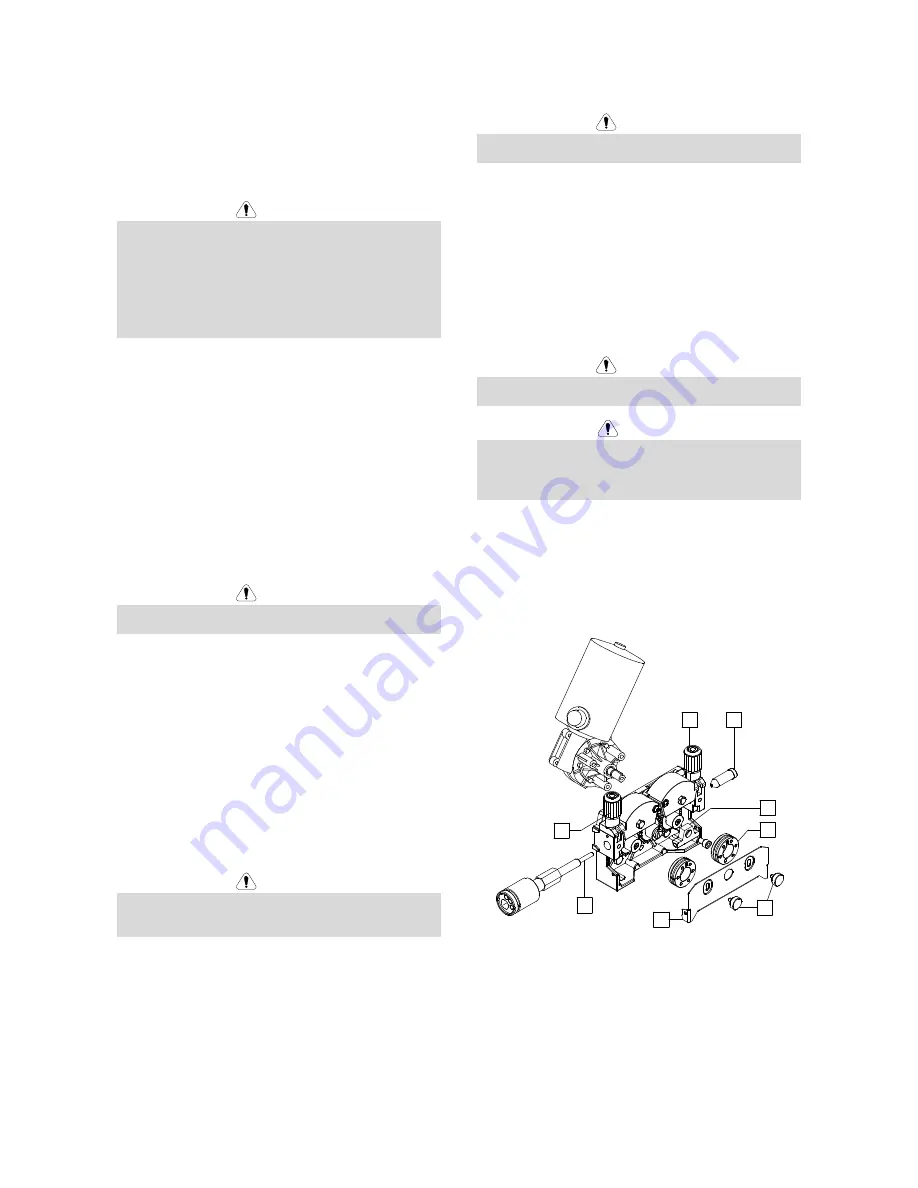
Changing Driving Rolls
WARNING
Turn the input power OFF at the welding power source
before installation or changing drive rolls and/or guides.
PF44
and
PF46
are equipped with drive roll V1.0/V1.2
for steel wire.
For others wire sizes, is available the proper drive rolls
kit (see "Accessories" chapter) and follow instructions:
•
Turn the input power OFF.
•
Release the pressure roll levers [46].
•
Unscrew the fastening caps [47].
•
Open the protection cover [48].
•
Change the drive rolls [49] with the compatible ones
corresponding to the used wire.
WARNING
Be sure that the gun liner and contact tip are also sized
to match the selected wire size.
WARNING
For wires with the diameter larger than 1.6mm, the
following parts are to be changed:
•
The guide tube of the feeding console [50] and [51].
•
The guide tube of the Euro Socket [52].
•
Replace and tighten the protection cover [48] to the
drive rolls.
•
Screw fastening caps [47].
•
Manually feed the wire from the wire reel, the wire
through the guide tubes, over the roller and through
the guide tube of Euro Socket into liner of gun.
•
Lock the pressure roll levers [46].
46
51
50
49
48
47
52
46
Figure 99







































































