





























Programmiermodus für die Schweißparameter auf.
Um den Programmiermodus zu verlassen, drücken Sie die Taste erneut
3 Sekunden lang.
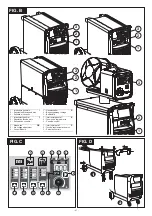
Auswahlknopf Drahtdurchmesser.
Auswahlknopf Schweißgas.
Auswahlknopf zu schweißender Werkstoff
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
Verbinden Sie die Spool gun
mit dem zentralen Brenneranschluß
und drehen
die Befestigungsringmutter fest zu. Stecken Sie außerdem den Stecker des
Steuerkabels
in die entsprechende Aufnahmestelle
.
Die Schweißmaschine erkennt die Spool gun automatisch.
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
A
5.5.5 Anschluß Spool gun
Abb.
(3)
(4)
(5)
(6)
(2P +T - 1ph, 3P +T - 3ph)
Drahtzuführung
5.7 EINLEGEN DER DRAHTSPULE IN DIE SPOOL GUN
V O R S I C H T !
P R Ü F E N
S I E ,
O B
D R A H T Z U G R O L L E N ,
DRAHTFÜHRUNGSMANTEL UND KONTAKTRÖHRCHEN DER SPOOL GUN
DEM DURCHMESSER UND DER ART DES BENUTZTEN DRAHTES
ENTSPRECHEN UND OB SIE RICHTIG ANGEBRACHT SIND. ODER DAß DIE
SPOOL GUNVON DER MASCHINE GETRENNT IST.
Abb. L
⇐
Regler für die Drahtgeschwindigkeit und für die Einstellung der
zusätzlichen Schweißparameter (im Programmiermodus).
Led aufleuchtend: Zeigt an, daß der Draht die empfohlene
Geschwindigkeit hat (Werkseinstellung).
Auswahlknopf Schweißbetrieb 2T/4T, Spot.
(Stahl, Edelstahl,
Aluminium, Kupfer-Silizium-Legierungen oder Kupfer-Aluminium-
Legierungen zum MIG-Löten).
Die Schweißmaschine von der Verpackung befreien, die lose gelieferten Teile sind zu
montieren.
Keine der in diesem Handbuch beschriebenen Schweißmaschinen hat eine
Hebevorrichtung.
Suchen Sie den Installationsort der Schweißmaschine so aus, daß der Ein- und
Austritt der Kühlluft nicht behindert wird (Zwangsumwälzung mit Ventilator, falls
vorhanden); stellen Sie gleichzeitig sicher, daß keine leitenden Stäube, korrosiven
Dämpfe, Feuchtigkeit u. a. angesaugt werden.
Um die Schweißmaschine herum müssen mindestens 250 mm Platz frei bleiben.
- Bevor die elektrischen Anschlüsse hergestellt werden, ist zu prüfen, ob die Daten
auf dem Typenschild der Schweißmaschine mit der Netzspannung und frequenz
am Installationsort übereinstimmen.
- Die Schweißmaschine darf ausschließlich mit einem Speisesystem verbunden
werden, das einen geerdeten Nulleiter hat.
Verbinden Sie mit dem Versorgungskabel einen
Normstecker
mit ausreichender Stromfestigkeit und richten
Sie eine Netzdose ein mit Schmelzsicherungen oder Leistungsschalter. Der
zugehörige Erdungsanschluß muß mit dem Schutzleiter (gelb-grün) verbunden der
Versorgungsleitung verbunden werden. In Tabelle 1
sind die empfohlenen
Amperewerte der trägen Leitungssicherungen aufgeführt, die auszuwählen sind nach
dem von der Schweißmaschine abgegebenen max. Nennstrom und der
Versorgungsnennspannung.
-
Um den Spannungswert zu ändern (nur für die dreiphasige Version), greift man
durch Entfernen der Tafel auf das Innere der Schweißmaschine zu: Der dortige
Klemmenblock zur Änderung der Spannung wird so eingerichtet, daß sich der
Anschluß auf dem Hinweisschild und die verfügbare Netzspannung entsprechen.
Die Tafel wird mit den passenden Schrauben wieder angebracht.
In Tabelle 1
sind für den jeweiligen maximal abgegebenen Schweißstrom der
Schweißmaschine die empfohlenen Werte für den Querschnitt des Schweißkabels
aufgeführt (in mm ).
(nur für die Ausführung mit separater Drahtzufuhreinrichtung)
- Zunächst die Verbindungen zum Stromgenerator herstellen (hintere Tafel):
- Schweißstromkabel mit dem Schnellanschluß (+) verbinden.
- Steuerkabel mit dem entsprechenden Stecker verbinden.
- Achten Sie darauf, daß die Stecker festsitzen, um Überhitzung und
Wirkungseinbußen zu verhindern.
- Der vom Druckverminderer der Flasche kommende Gasschlauch wird
angeschlossen und mit der beiliegenden Schlauchschelle befestigt.
- Wiederauffüllbare Gasflasche auf der Auflagefläche Flasche Schweissmaschine:
max 20 kg.
- Druckverminderer an das Ventil der Gasflasche schrauben. Dazwischen wird das
Reduzierstück gesetzt, das als Zubehör geliefert wird, wenn Argon oder Gemische
aus Argon/CO verwendet werden.
- Gaszufuhrschlauch an den Druckverminderer anschließen und die mitgelieferte
Schlauchschelle festziehen.
- Den Einstellring des Druckverminderers lockern, bevor das Flaschenventil geöffnet
wird.
Das Schweißstrom-Rückleitungskabel so nah wie möglich an der ausgeführten
Schweißung an das Werkstück oder an die Metallbank anschließen, auf dem das
Werkstück liegt.
Der Brenner (1) wird in die zugehörige Steckverbindung eingesetzt (2), anschließend
den Feststellring von Hand ganz festdrehen. Bereiten Sie ihn für die Erstzuführung
des Drahtes vor, indem Sie die Düse und das Kontaktrohr abnehmen, damit der Draht
leichter austritt.
PRÜFEN SIE, OB DIE DRAHTFÖRDERROLLEN, DIE DRAHTFÜHRUNGSSEELE
UND DAS KONTAKTROHR DES BRENNERS MIT DEM DURCHMESSER UND DER
ART DES VORGESEHENEN KABELS KOMPATIBEL UND KORREKT
ANGEBRACHT SIND. WÄHREND DER DRAHT EINGEFÄDELT WIRD, DÜRFEN
KEINE SCHUTZHANDSCHUHE GETRAGEN WERDEN.
- Drahtspule auf die Haspel setzen, das Drahtende dabei nach oben gerichtet. Der
Mitnahmestift der Haspel muß dabei korrekt in der dafür vorgesehenen Öffnung
sitzen
.
- Nun die Andrück-Gegenrolle(n) lösen und von der / den unteren Rolle(n) entfernen
.
- Das Drahtende freilegen, und das verformte Ende mit einem glatten, gratfreien
Schnitt abtrennen; die Spule gegen den Uhrzeigersinn drehen und das Drahtende
einlaufseitig in die Drahtführung leiten. Es wird 50 100 mm in die Drahtführung des
Brenneranschlusses geschoben
.
- Die Gegenrolle(n) werden wieder positioniert und auf einen Zwischenwert
eingestellt. Prüfen Sie, ob der Draht korrekt in der Nut der unteren Rolle läuft
.
- Die Haspel wird mit Hilfe der entsprechenden, in der Haspelmitte sitzenden
Stellschraube leicht gebremst.
- Düse und Kontaktrohr entfernen.
- Den Stecker der Schweißmaschine in die Versorgungsbuchse einfügen, die
Schweißmaschine einschalten, den Brennerknopf drücken und abwarten, bis das
Drahtende die Drahtführungsseele durchlaufen hat und 100-150 mm aus dem
vorderen Teil des Brenners hervorschaut. Dann den Knopf loslassen.
- Das Mundstück des Brenners nicht auf Körperteile richten
- Nicht den Brenner der Flasche annähern
- Das Kontaktrohr und die Düse müssen wieder an den Brenner montiert werden
- Prüfen Sie, ob der Draht gleichmäßig vorgeschoben wird; stellen Sie den
Rollendruck und die Haspelbremsung auf die Mindestwerte ein und kontrollieren
Sie, ob der Draht in der Nut rutscht und ob sich beim Anhalten des Vorschubes die
Drahtwindungen wegen der Trägheitskräfte der Spule lockern.
- Das aus der Düse hervorstehende Drahtende ist auf 10-15 mm abzutrennen.
- Die Klappe des Drahtvorschubsystemes schließen.
PRÜFEN SIE, OB DIE DRAHTFÖRDERROLLEN, DIE DRAHTFÜHRUNGSSEELE
UND DAS KONTAKTROHR DES BRENNERS MIT DEM DURCHMESSER UND DER
ART DES VORGESEHENEN KABELS KOMPATIBEL UND KORREKT
DEFAULT
5. INSTALLATION
CHTUNG! VOR BEGINN ALLER ARBEITEN ZUR INSTALLATION UND ZUM
ANSCHLUSS AN DIE STROMVERSORGUNG MUSS DIE SCHWEISSMASCHINE
UNBEDINGT AUSGESCHALTET UNDVOM STROMNETZ GETRENNTWERDEN.
DIE STROMANSCHLÜSSE DÜRFEN AUSSCHLIESSLICH VON FACHKUNDIGEM
PERSONAL DURCHGEFÜHRTWERDEN.
5.1 EINRICHTUNG
Abb. D
Zusammensetzen Stromrückleitungskabel und Klemme
Abb. D
5.2 ANHEBEN DER SCHWEISSMASCHINE
5.3 AUFSTELLUNG DER SCHWEISSMASCHINE
ACHTUNG! Die Schweißmaschine ist auf einer flachen, ausreichend
tragfähigen Oberfläche aufzustellen, um das Umkippen und Verschieben der
Maschine zu verhindern.
5.4 NETZANSCHLUSS
5.4.1 ACHTUNG
5.4.2 STECKER UND BUCHSE:
(TAB.1)
5.4.3 Spannungswert
Abb. F
Vorsicht! Die Schweißmaschine wird werkseitig auf die höchste Spannung des
Wertebereichs eingestellt, Beispiel:
U 400V
Werkseitig eingestellter Spannungswert.
ACHTUNG!
Bei Mißachtung der obigen Regeln wird das herstellerseitig vorgesehene
Sicherheitssystem (Klasse I) ausgehebelt. Schwere Gefahren für die beteiligten
Personen (z. B. Stromschlag) und Sachwerte (z. B. Brand) sind die Folge.
5.5 ANSCHLÜSSE DES SCHWEISSSTROMKREISES
VORSICHT! BEVOR DIE FOLGENDEN ANSCHLÜSSE VORGENOMMEN
WERDEN, IST SICHERZUSTELLEN, DASS DIE SCHWEISSMASCHINE
AUSGESCHALTET UNDVOMVERSORGUNGSNETZ GENOMMEN IST.
(TAB. 1)
5.5.1 Anschluß des
Abb. G
5.5.2 Anschluß an die Gasflasche
5.5.3 Anschluß Schweißstrom-Rückleitungskabel
Abb. H1
5.5.4 Brenneranschluß
Abb. H1, H3
H2, H4
5.6 EINLEGEN DER DRAHTSPULE
VORSICHT! BEVOR MIT DER ZUFÜHRUNG DES DRAHTES BEGONNEN
WIRD, MUSS SICHERGESTELLT SEIN, DASS DIE SCHWEISSMASCHINE
AUSGESCHALTET UNDVOMVERSORGUNGSNETZ GETRENNT IST.
Abb. I
(1)
(2)
(2)
(3)
VORSICHT! Während dieser Schritte führt der Draht elektrische Spannung
und wird mechanisch beansprucht; wenn die folgenden, geeigneten
Vorkehrungen nicht getroffen werden, besteht deshalb die Gefahr eines
Stromschlages, einerVerletzung oder der Lichtbogenzündung:
1
2
2
- 16 -
Summary of Contents for PRO MIG 180
Page 28: ...FIG E FIG F 28...
Page 29: ...29...







































































