























A-2
INSTALLATION
SAM400 & 650
A-2
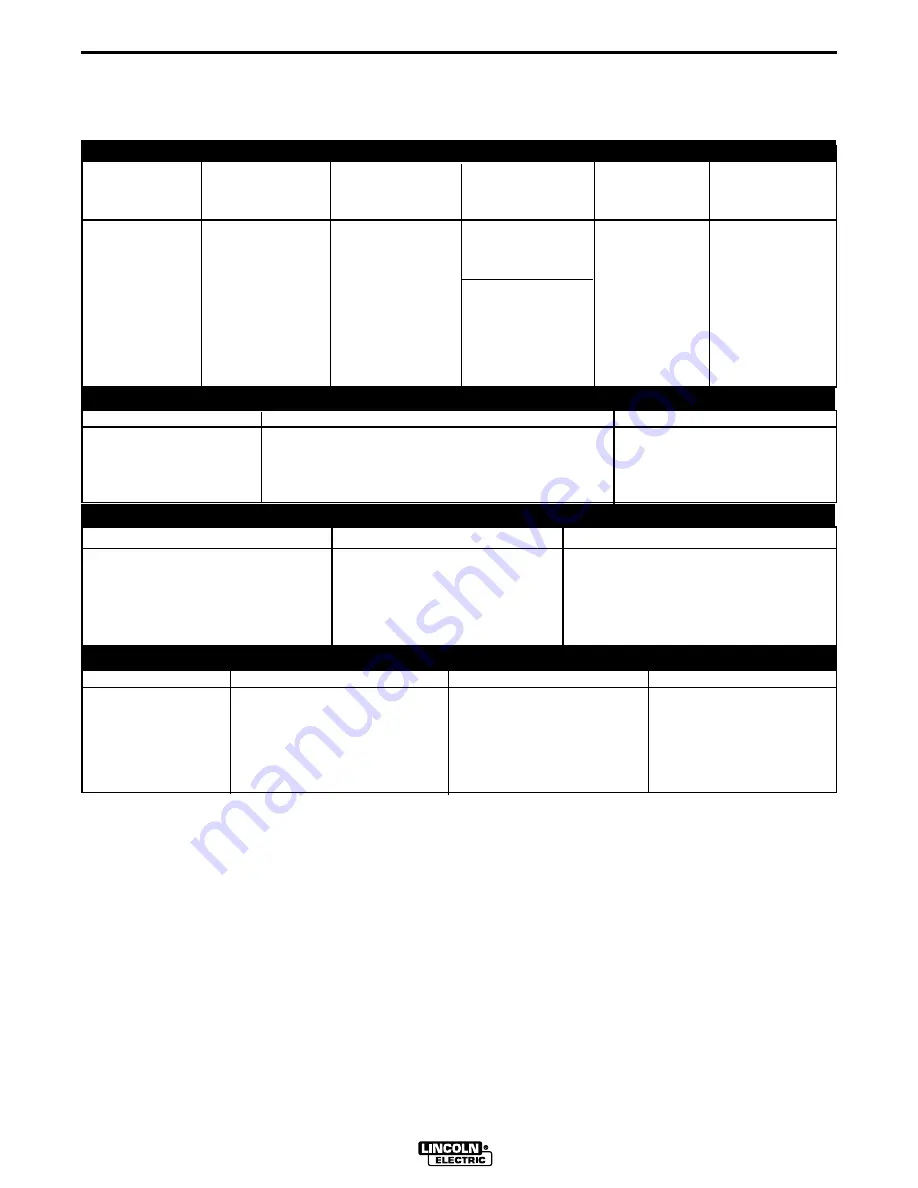
TECHNICAL SPECIFICATIONS - SAM650
Make/Model
Description
Speed (RPM)
Displacement
Starting
Capacities
System
Perkins
6 cylinder
High Idle 1790
365 cu. in
12VDC batteries
Fuel: 22.5 gal.
1006-6 Diesel
93 HP @
Low Idle 1200
(5.98 L)
(2) & Starter
85.1 L
Engine
1730 RPM
Full Load 1750
Bore x Stroke
Oil: 14.0 Qts.
13.24 L
3.937” x 5.00”
(100mm x 127mm)
Coolant: 5.5 gal.
20.8 L
INPUT - DIESEL ENGINE
RATED OUTPUT - WELDER
HEIGHT
WIDTH
DEPTH
WEIGHT
56.7 in.
27.12 in.
88.75 in.
2800 lbs.
1440.2 mm
688.9 mm
2254.2 mm
1270.1 kg
OUTPUT - WELDER AND GENERATOR
Duty Cycle
Welding Output
Volts at Rated Amps
80% (NEMA)
650 Amps
44 volts
60%(NEMA)
725 Amps
44 volts
80%(Lincoln Plus)
650 Amps
50 volts
60%(Lincoln Plus)
725 Amps
50 volts
Welding Range
Open Circuit Voltage
Auxiliary Power
80 - 815 Amps
18 - 50 OCV
120/240 VAC
CV Current Range
(excluding hot start voltage)
2kVA, 60 Hz.
80 - 815
45 - 90 OCV
100% Duty Cycle
VV Current Range
PHYSICAL DIMENSIONS







































































