



























SP-135 PLUS
B-13
B-13
LEARNING TO WELD
ARC RAYS can burn eyes and skin.
When using an open arc process, it
Is necessary to use correct eye,
head and body protection.
Protect yourself and others, read
“
ARC RAYS can burn
”
at the front
of this manual.
2.
The Correct Way To Strike An Arc
1. Be sure the work clamp makes good electrical
contact to the work.
2. Position gun over joint. End of wire may be
lightly touching the work.
3. Position face shield to protect face and eyes,
close gun trigger, and begin welding. Hold the
gun so that the contact tip to work distance is
about 3/8 to 1/2 inch (10
–
12 mm).
4. To stop welding, release the gun trigger and
the pull the gun away from the work after the
arc goes out.
5. A ball may form at the tip end of the wire after
welding. For easier restrikes (with Innershield
wire) the ball may be removed by feeding out a
few inches of wire and simply bending the wire
back and forth until it breaks off.
6. When no more welding is to be done, turn off
the machine.
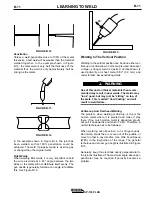
3. The Correct Electrical Stickout (ESO)
The electrical stickout (ESO) is the distance from
the end of the contact tip to the end of the wire.
See Figure B.19.
Once the arc has been established, maintaining
the correct ESO becomes extremely important.
The ESO should be approximately 3/8 to 1/2 inch
(10 to 12 mm) long.
FIGURE B.20
FIGURE B.18
WARNING
FIGURE B.19
3/8
–
1/2
”
(10
–
12 mm)
Electrical Stickout (ESO)
Contact Tip
Wire Electrode
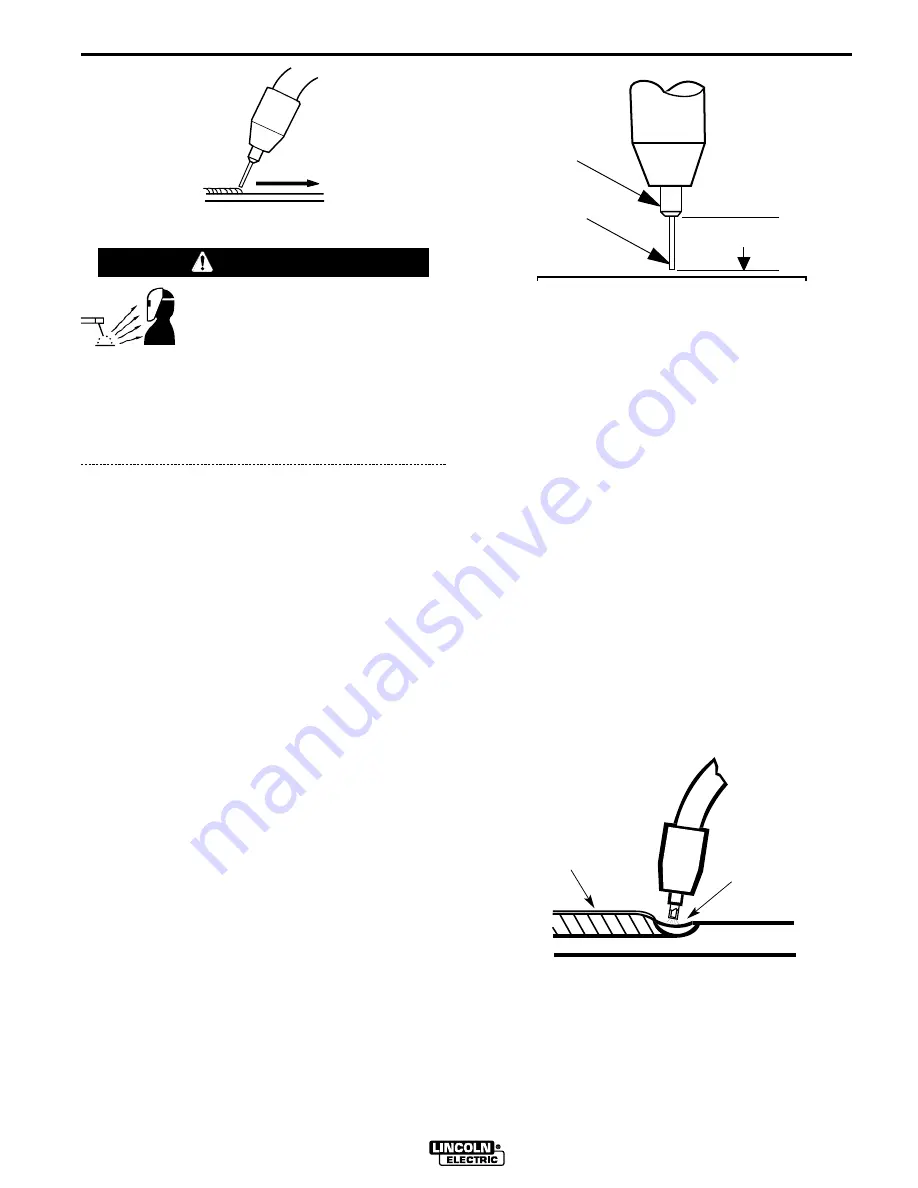
Solidifying ridge
Molten puddle
The easiest way to tell whether the ESO is the cor-
rect length is by listening to its sound. The correct
ESO has a distinctive
“
crackling
”
sound, very much
like eggs frying in a pan. A long ESO has a hollow,
blowing or hissing sound. If the ESO is too short,
you may stick the contact tip or nozzle to the weld
puddle and/or fuse the wire to the contact tip.
4. The Correct Welding Speed
The important thing to watch while welding is the
puddle of molten metal right behind the arc. See
Figure B.20. Do not watch the arc itself. It is the
appearance of the puddle and the ridge where the
molten puddle solidifies that indicates correct weld-
ing speed. The ridge should be approximately 3/8
”
(10 mm) behind the wire electrode.
Most beginners tend to weld too fast, resulting in a
thin uneven,
“
wormy
”
looking bead. They are not
watching the molten metal.
Summary of Contents for SP-135 PLUS IM725
Page 32: ...B 19 B 19 APPLICATION CHART SP 135 PLUS ...
Page 44: ...SP 135 PLUS NOTES ...







































































