


























SP-135 PLUS
B-17
B-17
LEARNING TO WELD
4. After you strike the arc, practice the correct electri-
cal stickout. Learn to distinguish it by its sound.
5. When you are sure that you can hold the correct
electrical stickout, with a smooth
“
crackling
”
arc,
start moving. Look at the molten puddle constantly.
6. Run beads on a flat plate. Run them parallel to the
top edge (the edge farthest away from you). This
gives you practice in running straight welds, and
also gives you an easy way to check your
progress. The 10th weld will look considerably bet-
ter than the first weld. By constantly checking on
your mistakes and your progress, welding will soon
be a matter of routine.
TROUBLESHOOTING WELDS
Good welds have excellent appearance.
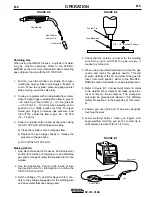
To Eliminate Porosity
(in order of importance):
1. Turn on gas supply, if used
2. Decrease voltage.
3. Increase stickout.
4. Increase WFS (wire feed speed).
5. Decrease drag angle.
6. Decrease travel speed.
NOTE:
Always be sure the joint is free from moisture,
oil, rust, paint or other contaminants.
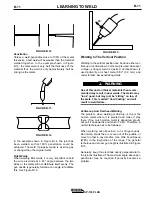
To Eliminate a Ropy Convex Bead
(in order of importance):
1. Increase voltage
2. Decrease stickout.
3. Decrease WFS (wire feed speed.
4. Decrease travel speed.
5. Decrease drag angle.
6. Check for correct gas, if used.
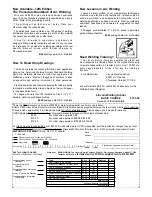
To Reduce Spatter
(in order of importance):
1. Increase voltage.
2. Increase drag angle.
3. Decrease stickout.
4. Increase WFS (wire feed speed).
5. Decrease travel speed.
6. Check for correct gas, if used.
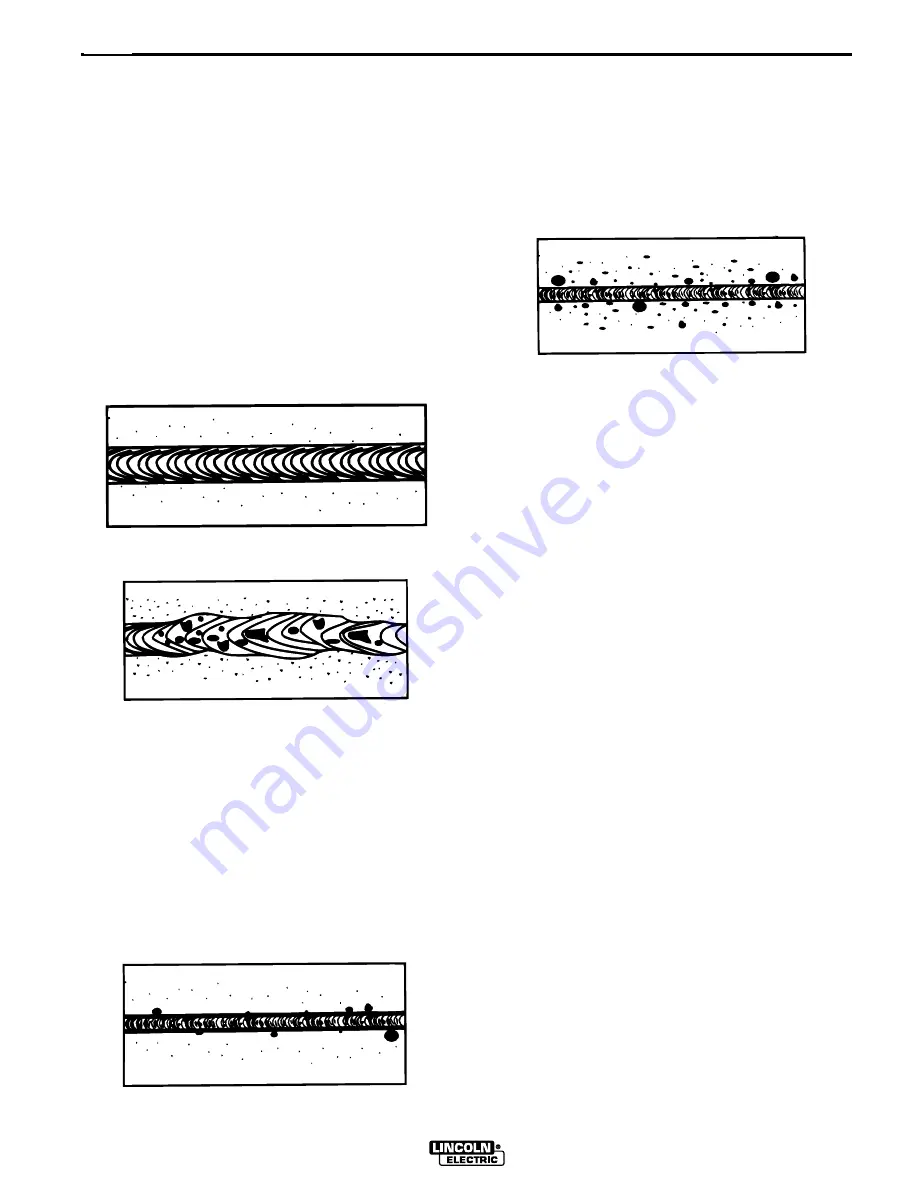
To Correct Poor Penetration
(in order of impor-
tance):
1. Decrease stickout.
2. Increase WFS (wire feed speed).
3. Increase voltage.
4. Decrease speed.
5. Decrease drag angle.
6. Check for correct gas, if used.
If Arc Blow Occurs
(in order of importance):
NOTE: Try different ground connection locations
before adjusting procedures.
1. Decrease drag angle.
2. Increase stickout.
3. Decrease voltage.
4. Decrease WFS (wire feed speed.
5. Decrease travel speed.
To Eliminate Stubbing* (in order of importance):
1. Increase voltage
2. Decrease WFS (wire feed speed)
3. Decrease stickout
4. Increase drag angle
* Stubbing occurs when the electrode drives through
the molten puddle and hits the bottom plate tending
to push the gun up.
Summary of Contents for SP-135 PLUS IM725
Page 32: ...B 19 B 19 APPLICATION CHART SP 135 PLUS ...
Page 44: ...SP 135 PLUS NOTES ...







































































