




















A-2
A-2
INSTALLATION
SP-135 PLUS
Read entire installation section before starting
installation.
SAFETY PRECAUTIONS
IDENTIFY AND LOCATE
COMPONENTS
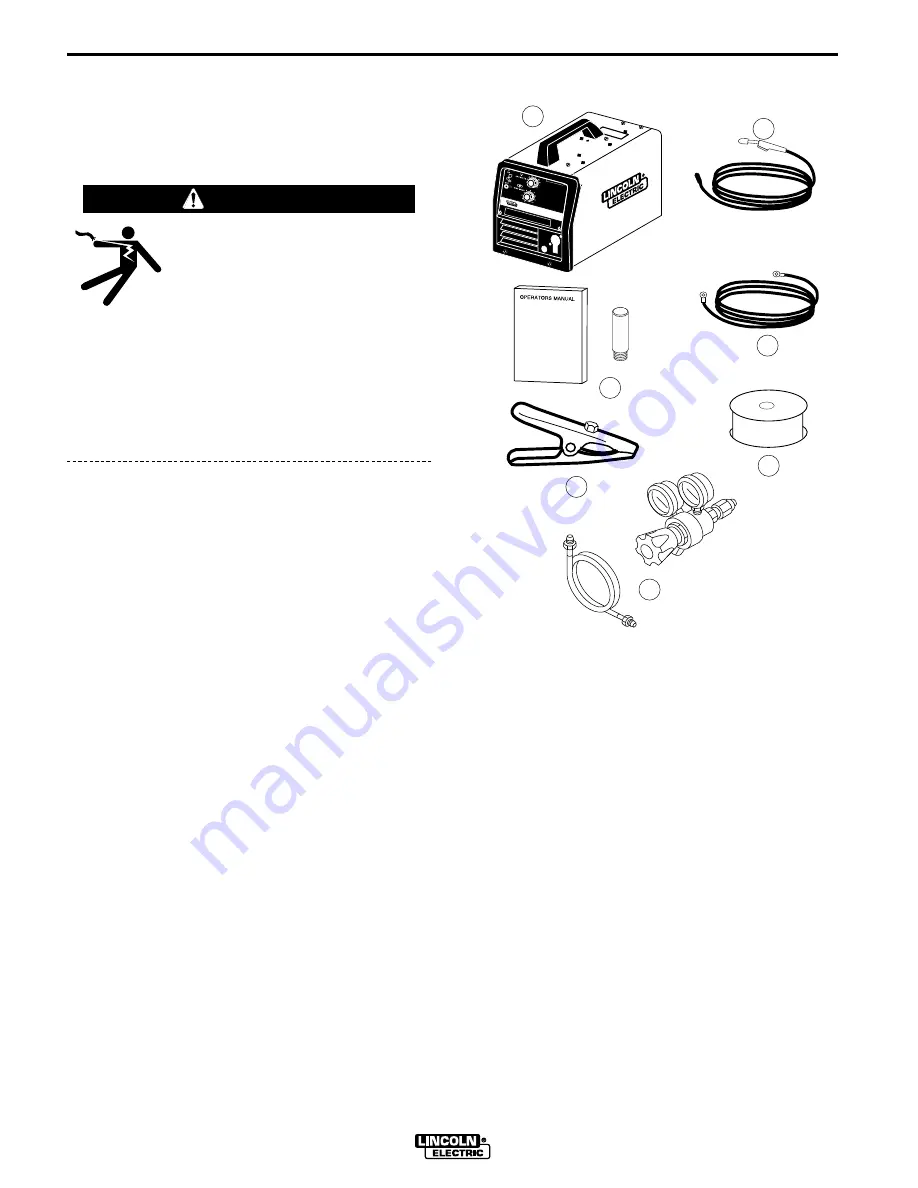
If you have not already done so, unpack the SP-135
PLUS from its carton and remove all packing material
around the SP-135 PLUS. Remove the following loose
items from the carton (see Figure A.1):
1. SP-135 PLUS
2. Gun and cable assembly
(1)
3. Literature and miscellaneous including:
a) This operating manual
b) A contact tip for .030
”
(0.8 mm) diameter wire.
4. 10 ft (3.0 m) work cable.
5. Work clamp.
6. Sample Spool of L-56 .025 MIG Wire.
7. Adjustable mixed-Gas Regulator & Hose.
For available options and accessories refer to the
accessories section later in this manual.
1)
As shipped from the factory, the SP-135 PLUS gun
is ready to feed .023 or .025 (0.6 mm) wire.
ELECTRIC SHOCK can kill.
•
Only qualified personnel should perform
this installation.
•
Only personnel that have read and under-
stood the SP-135 PLUS Operating Manual
should install and operate this equipment.
•
Machine must be plugged into a receptacle
which is grounded per any national, local
or other applicable electrical codes.
•
The SP-135 PLUS power switch is to be in
the OFF (
“
O
”
) position when installing
work cable and gun and when connecting
power cord to input power.
WARNING
FIGURE A.1
1
2
3
4
5
WELD
ING A
MP RA
NGE
WELD
ING AM
P RAN
GE
2
5-125
25
-125
6
7
Summary of Contents for SP-135 PLUS IM725
Page 32: ...B 19 B 19 APPLICATION CHART SP 135 PLUS ...
Page 44: ...SP 135 PLUS NOTES ...







































































