






















English 9 English
If the welding polarity has to be changed, user should:
Switch off the machine.
Determine the wire polarity for the wire to be used.
Consult the electrode data for this information.
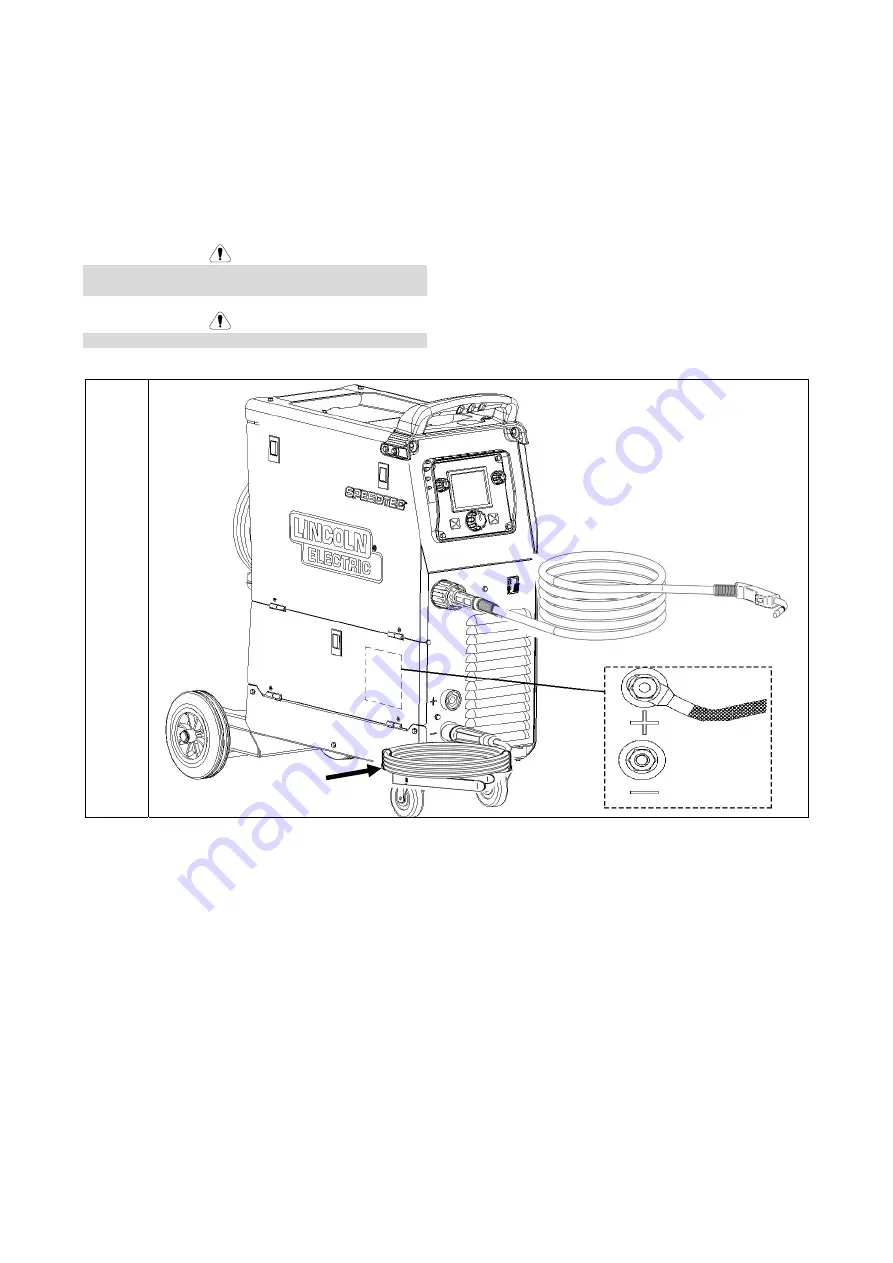
Take off the terminal block’s shield [17].
The tip of the wire on the terminal block [16] and
work lead fix as is shown in the Table 1 or the
Table 2.
Put on the terminal block’s shield.
WARNING
The machine must be used with the door completely
closed during welding.
WARNING
Not use handle to move the machine during work.
Table 1
Positive polarity
(factory setting)
WORK LEAD
Summary of Contents for SPEEDTEC 215C
Page 12: ...English 10 English Table 2 Negative polarity WORK LEAD ...
Page 20: ...English 18 English Quick Guide ...
Page 21: ...English 19 English ...
Page 22: ...English 20 English ...







































































