
























Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Section TOC
Retur
n to Master TOC
Retur
n to Master TOC
Retur
n to Master TOC
Retur
n to Master TOC
TROUBLESHOOTING & REPAIR
F-85
F-85
SQUARE WAVE TIG 355
RETEST AFTER REPAIR
(continued)
OUTPUT CURRENT RANGE
2 - 400 Amps AC and DC
RECOMMENDED METERS FOR MACHINE OUTPUT TESTS
VOLTMETER:
AC and DC True RMS Meter – Fluke 8922A or equivalent
AMMETER:
Columbia Type AX AC or DC Tong Ammeter
IMPORTANT: IF OTHER TYPE METERS ARE USED RESULTS MAY NOT BE ACCURATE
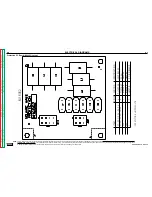
MAIN TRANSFORMER SECONDARY VOLTAGES (SEE FIGURE F32)
Test Points
Voltages
X1 to X2
84 to 89VAC
X3 to X4
117 to 125VAC
X5 to X6
22 to 24VAC
X2 to X7
77 to 81VAC
FIGURE F32. – TRANSFORMER LEAD TEST POINTS
X1
X7
X3
X4
X5
X6
X2







































































